
'└기술자료' 카테고리의 다른 글
| 전선의 종류 & 용도 (0) | 2021.06.11 |
|---|---|
| Self-regulating Heating Cable 동파방지/온도유지 (0) | 2020.06.22 |
| 전기 히터 관련 업체 (0) | 2019.09.16 |
| NCH-W1 전류표 (0) | 2019.01.28 |
| 온돌 시공을 위한 히터 종류 (0) | 2018.12.04 |
| 전선의 종류 & 용도 (0) | 2021.06.11 |
|---|---|
| Self-regulating Heating Cable 동파방지/온도유지 (0) | 2020.06.22 |
| 전기 히터 관련 업체 (0) | 2019.09.16 |
| NCH-W1 전류표 (0) | 2019.01.28 |
| 온돌 시공을 위한 히터 종류 (0) | 2018.12.04 |
전선의 종류 & 용도
| KIV(전기기기용 비닐 절연전선) *주로 AC600V 이하의 전기기기 배선에 쓰이는 전선으로 도체가 유연한 절연 전선이다. *도체 : 주석도금 연동선 또는 전기용 연동선 / 절연체 : PVC / 최고허용온드 : 60℃ |
|
| VCTF (충진형전선) *주로 공장, 광산, 농장 등에서 AC 600V 또는 DC 800V 이하의 전압을 사용하는 이동용 전기기기 또는 배선용 및 이와 비슷한 용도에 사용한다. *연동선을 집합하여 PVC로 절연한 전선입니다. |
|
| SV전선 *이 케이블은 장기간 사용하여도 내마모성 및 내후성이 우수하여 600V 이하의 저압회로에 널리 사용된다. *도체 : 전기용 연동선 / 절연체 : PVC(Poly Vinyl Chloride) |
|
| VCTFK (장원형 전선) *AC 300V 이하의 옥내 소형전기 기구에 사용되는 전선으로 가요성 및 절연성이 좋고 유연성이 있으며 연동선을 집합하여 PVC로 절연한 전선입니다 *도체 : 전기용 연동선 / 절연체 : PVC(Poly Vinyl Chloride) |
|
| E V F (로맥스 전선) *이케이블은 장기간 사용하여도 내마모성 및 내후성이 우수하여 600V 이하의 저압회로에널리 사용된다. *도체 : 전기용 연동선 / 절연체 : PVC(Poly Vinyl Chloride) |
|
| WCT(용접선) *밧데리 및 아크 용접기의 2차쪽에 사용되는 케이블임. 충격,마찰,굴곡등의 기계적 내성이높고,내수,내열,내산 및 내알칼리성등의 화학적 내성이 우수하여 광산, 공장, 농장, 건설현장 등에서 600V 이하의 저속 이동용 전기에 많이 사용됨. |
|
| 열색선 (5색, 10색 코드선) *.용도 : 옥내에서 사용하는 300V이하의 소형전기기기구 및 배전반내의 배선에 사용함 *도체 : 전기용 연동선 / 절연체 : PVC(Poly Vinyl Chloride) |
|
| 석면선 *주로 내열을 요구하는 전기기기의 배선, 전열기기 및 조리기구,산업용사출기,수지를 용융하기위한 열원,히터공급용 전기 배선에 사용 *밥솥,보일러,가스렌지,후라이펜,조명기기등 *도체 : 주석도금 연동선 |
|
| 테프론전선 (불소수지 절연전선) *내열성,내화확성,내충격성,내전기적특성이 우수하여 내한,내열을 요구하는 전기기기의 배선에 사용 *도체:주석도금 연동선(또는 순니켈선,니켈도금선,은도금연동선) / 절연체:불소수지 |
|
| 제품명 : V F F (비닐평형 코오드) *옥내에서 사용하는 300V 이하의 소형 전기기구에 사용되는 전선으로 유연성이 있으며 연동선을 집합하여 PVC로 절연한 전선입니다. |
|
| V V R (600V 비닐절연 비닐쉬스 원형 케이블) 이케이블은 장기간 사용하여도 내마모성 및 내후성이 우수하여 600V 이하의 저압회로에 널리 사용된다. / 소선경 : 2.0mm, 2.6mm |
|
| C T F (고무절연 고무쉬스 캡타이어 원형 코오드) *충격,마찰,굴곡등의 기계적 내성이 높고,내수,내열,내산 및 내알칼리성등의 화확적 내성이 우수함 |
|
| 동축 케이블 *유선방송국에서 가입자까지 영상신호 전송 시스템에 사용되며,사용기능에따라 간선 , 지선 인입선으로 구분사용한다. *기타 TV, 비디오와 같은 영상신호 전송 시스템에 사용됩니다. |
|
| T I V (PVC 옥내용 전화선) *전화 가입자의 옥내 배선 및 보안기 배선에 사용 (주로 건물 내부에서 사용되는 전화선) |
|
| T O V (옥외용 전화선) *단자함에서 옥내까지 인입용에 사용 (주로 건물의 외부에서 사용되는 전화선) |
|
| T J V (짬바선) *자동제어 신호 전송용으로 통신기기 단자간의 배선에 사용됨 |
|
| 인터폰선 *인터폰 및 전화기 배선용으로 사용됩니다. |
|
| 스피커선 *오디오 시스템의 엠프와 스피커 연결용으로 사용 |
|
| 마이크선 *마이크와 앰프간 중계,오디오시스템 기기간 중계용으로 사용 |
|
| IV (비닐 절연전선) *600V 이하의 일반공작물이나 전기기기의 옥내 배선용으로 사용되는 것으로 사용이 간편하고 색별 표시가 다양하여 식별이 용이하다. |
|
| HIV (2종 내열 비닐 절연전선) *600V 이하의 일반공작물이나 전기기의 옥내 배선용으로 사용되는 것으로 내열성 가소제를 첨가한 비닐로 절연하며, 최대도체 사용온도는 75℃이다. |
|
| GV (접지용 비닐절연전선) *건축물 및 일반전기 공작물이나 접지에 사용(1,2급 접지용) /최대 도체 허용온도:60℃ *도체:전기용 연동선 또는 연동연선 / 색상 : 녹색 |
|
| OW (옥외용비닐절연전선) *600V이하의 저압 가공전선로에 사용되며 전기용 경동선을 도체로하여 PVC로 피복한 절연전선으로 종전의 면 절연전선보다 내후성 및 내구성이 우수하다. / 허용온도:60°C |
|
| DV (600V 인입용 비닐절연전선) *주로 AC600V 이하의 가공인입선으로 사용되며 각심이 선명하게 착색되어 있으므로 배선시에 편리하고 피복의 내후성이 매우 우수하다. 따라서 화재 또는 감전의 하고없이 오랫동안 안전하게 사용할 수 있다. *도체:전기용 경동선 또는 경동연선 |
|
| ACSR-OC (절연전선) 아연도금강(연) 선/알루미늄, 가교폴리에틸렌 절연특(고)압 송전용 전선, 강심 알루미늄을 동심원으로 압축 연선한 도체위에 가교폴리에칠렌으로 절연한 고압 절연선. |
|
| PDC (절연전선) 고압 및 특고압 가공선 선로에서 주상 변압기의 1차측에 연결하는데 사용하는 전선 |
|
| CV (고압가교 폴리에틸렌 전력케이블) 산업용 또는 상업용 배전 회로용 전선으로 전력회로배선에 사용함.전기적,물리적화학적 특성이 우수함. *6600V 트레이용 난연 전력케이블 / 3300V 트레이용 난연 전력케이블 / 600V 트레이용 난연 전력케이블 |
|
| CN/CV *다중 접지 계통의 지중 배전선로용으로 전기적, 물리적,화학적으로 특성이 우수한 케이블임 *22.9kV CN/CV:가교폴리에틸렌절연 비닐피복 동심중성선 배전용 전력케이블 *22.9kV CN/CV-W:가교폴리에틸렌절연 비닐피복 동심중성선 수밀형 전력케이블 *22.9kV FR CNCO-W:가교폴리에틸렌절연 저독성 난연폴 리에틸렌피복 동심중성선 수밀형 전력케이블 |
|
| FR-CN/CO-W (난연케이블) *22.9kV-Y 동심중성선 수밀형 전력케이블[CNCV-W] →전력 *22.9kV-Y 동심중성선 난연성 전력케이블[FR CNCO-W] →난연 |
|
| CVV (제어용 비닐절연 비닐쉬이즈 케이블) *600V이하의 원격 제어용 회로에 사용되는 케이블로 가요성, 난연성, 내마모성이 우수하며 사용 온도는 60℃이다. |
|
| CVV-S (정전차폐부제어용 비닐절연 비닐쉬이즈 케이블) *600V이하의 정전차폐가 요구되는 제어용 회로에 사용되는 케이블로 최대도체 사용 온도는 60℃이다. |
|
| CVV-SB (제어용 비닐절연 비닐쉬이즈 동편조 케이블) *600V이하의 제어용 회로에 사용되는 케이블로 관로 또는 지중포설되며 최대도체 사용 온도는 60℃이다. |
|
| WO (나선) *가공송전선과 재번선 및 접지용 전선으로 사용 (일반용과 가공송전선으로 구분) |
|
| ACSR (강심 알루미늄 연선) *주로 큰 인장하중을 필요로하며 가공전선로에 사용된다. |
|
| ACSR-OC (절연전선) 아연도금강(연) 선/알루미늄, 가교폴리에틸렌 절연특(고)압 송전용 전선, 강심 알루미늄 가교폴리에틸렌 절연전선(ACSR-OC)으로 큰 인장하중을 필요로하는 가공전선로에 사용된다. |
|
| FR-3 (소방 내열전선) *코아타입 소방용 내열전선으로 화재경보 및 비상경보장치의 회로에 사용되는 제어, 신호용 케이블이다. |
|
| FR-8 (소방용 내화전선) *코아타입 소방용 내화전선으로 화재경보 및 비상경보장치,스프링쿨러등의 내화성이 요구되는 곳에 사용되는 케이블이다. |
| 금속 도체 규격표 (0) | 2022.08.29 |
|---|---|
| Self-regulating Heating Cable 동파방지/온도유지 (0) | 2020.06.22 |
| 전기 히터 관련 업체 (0) | 2019.09.16 |
| NCH-W1 전류표 (0) | 2019.01.28 |
| 온돌 시공을 위한 히터 종류 (0) | 2018.12.04 |
1) 전기용량
Self-Regulating Cable은 자체적으로 발열량 조절 기능을 가지고 있어 주위 온도가 높아지면 출력 및 전류 소비량이 감소하고 주위 온도가 낮아지면 출력 및 전류 소비가 증가합니다.
따라서 낮은 용량의 차단기를 사용한다면 급격한 기온 저하에 의해 계획된 소비 용량을 초과할 수 있기에 화재 및 히팅 시스템의 기능 정지를 방지하고 안전을 확보하기 위해 정확한 회로 차단기를 선택해야 합니다.
- 적정 회로 차단기 크기를 선택하려면 다음을 결정하십시오.
㉮ 최저 시동 온도
㉯ 차단기 용량
2) 설치 환경 온도
Self-Regulating Cable의 출력은 주위 온도에 따라 결정됩니다.
따라서 전기적 보호를 받기 위해서는 시스템 가동시의 시작 온도를 알아야 합니다.
3) 차단기 용량
Self-Regulating Cable 카탈로그 번호와 초기 시동온도에 따른 사용 가능한 열선 길이가 상이합니다.
열선의 시동 온도와 차단기 용량에 따른 열선 길이에 맞는 모델을 선정하십시오.
* 열선 길이 산정
효과적인 동파방지를 위하여 각각의 파이프 시스템에 적용될 열선은 모두 연결되어 있어야 합니다.
단, 연결된 모든 열선의 총 길이는 아래 표에 제시된 각 모델별 최장 열선 길이를 초과해서는 안 됩니다.

ex) Maximum Circuit Length ≥ Line 1 + 2 + 3 + 4 + 5 + 6 + 7 + 8
시스템 설계 및 사용의 용이성을 위해 단일 모델 열선을 사용하십시오.
각각의 열선은 개별적으로 보호되어야 하며 여러 가지로 나눠질 수 있지만 열선의 길이는 최대 회로 길이를 초과해서는 안 됩니다.
* 액세서리를 포함한 열선 길이 산정
파이프 시스템에 맞는 열선의 길이를 산정하여 과부족 없이 설치하여야 동파방지에 효과적이고 계획한 온도 조건을 유지할 수 있습니다.
열선의 총 길이를 결정하기 위해 다음 6단계를 따르십시오.
1) 필요한 정보를 수집
- 파이프 길이 및 지름
- 밸브 형태 및 개수
- 파이프 서포트 형태 및 개수
- 시스템 가동 초기 온도
- 시스템의 총 분기 수
2) 파이프에 설치하기 위한 열선의 길이를 계산
3) 밸브에 필요한 열선의 길이를 계산
4) 파이프 서포트에 사용할 열선의 길이 계산
5) 구성품 설치에 필요한 열선의 길이 계산
6) 위 열선의 길이를 전부 합산
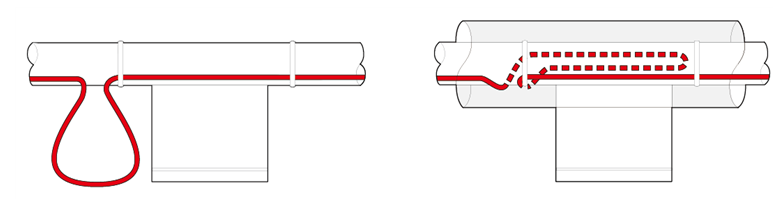
* 배관설비 구성요소별 열선 설치 예시
파이프에 동파방지 및 온도 유지를 위한 파이프의 길이에 맞게 열선을 준비해야 합니다.
단, 열선의 전원 연결부, 분기 (Tee, Cross), 엔드 캡은 여분이 필요하며 또한 파이프의 밴드, 플랜지, 엘보우 등에 사용되기에 열선의 길이는 5-10% 더 준비해야 합니다.

Valve 1

Valve 2

Elbow

Flange
Pipe Support Shoe

Guage

Pump
*밸브 타입에 따른 추가 열선 길이

※ 감전 및 화재 위험을 방지하기 위해 제시한 설치조건을 따르시길 권장합니다.
[출처] Self-regulating Heating Cable 동파방지/온도유지 열선제품 선정 - 시스템 디자인 참고사항|작성자 selfcable
| 금속 도체 규격표 (0) | 2022.08.29 |
|---|---|
| 전선의 종류 & 용도 (0) | 2021.06.11 |
| 전기 히터 관련 업체 (0) | 2019.09.16 |
| NCH-W1 전류표 (0) | 2019.01.28 |
| 온돌 시공을 위한 히터 종류 (0) | 2018.12.04 |
열선(Heating elements and industrial heating systems)PART
KANTHAL (당사 원자재 공급처,반드시 방문해 보세요 è) | |
PYROMAX | |
Thyssen VDM |
SiC Heater Part
TOKAI KONETSU Co., Ltd | |
I SQUARED R ELEMENT CO.,INC. |
공업용 히터 PART
회사명 | 사이트 주소 |
Acrolab | |
ASB Heating Elements Ltd | |
Caloritech | |
Carlton Technologies, Ltd | |
Chromalox | |
Dalton | |
DME | |
Duratherm Processing Systems Inc | |
Durex Industries | |
Eichenauer | |
Fast Heat | |
Friedr. freek-heaters | |
Gaumer | |
Hakko | |
Heatrex | |
HotSet | |
INDEECO Heaters | |
KAWAI | |
Marathon Heater | |
OGDEN | |
Omega | |
Pratik Heat Products | |
ProHeat | |
Rama | |
Rotfil | |
Sakaguchi | |
Southeast Thermal Systems | |
Stokes | |
Sun Electric Heater Company | |
TAKETSUNA MANUFACTORY | |
Tempco | |
Thermal Electric Elements | |
TREC | |
TRENT | |
Turk+Hillinger | |
Vulcanic | |
Warren Electric Corporation | |
WATLOW | |
Wattco |
한국 와트로 : http://www.watlow.co.kr/index.cfm
히터 기계 제작
GRANLUND : http://www.granlund.com/
Oakley : http://oim-inc.com/
OLMA社 : http://www.olmasrl.net/
| 전선의 종류 & 용도 (0) | 2021.06.11 |
|---|---|
| Self-regulating Heating Cable 동파방지/온도유지 (0) | 2020.06.22 |
| NCH-W1 전류표 (0) | 2019.01.28 |
| 온돌 시공을 위한 히터 종류 (0) | 2018.12.04 |
| 전기로 전기용량 계산 공식 및 도표 (0) | 2018.07.17 |
| NCH-W1의 전류표 | ||||||||||||
| 단위: A | ||||||||||||
| 온도 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | 1000 | 1100 | ||
| 선경 | ||||||||||||
| 0.10 | 0.28 | 0.37 | 0.45 | 0.52 | 0.59 | 0.68 | 0.78 | 0.88 | 0.98 | 1.07 | ||
| 0.11 | 0.31 | 0.42 | 0.50 | 0.58 | 0.67 | 0.77 | 0.88 | 1.00 | 1.10 | 1.20 | ||
| 0.12 | 0.35 | 0.46 | 0.56 | 0.64 | 0.74 | 0.86 | 1.00 | 1.10 | 1.23 | 1.35 | ||
| 0.13 | 0.38 | 0.50 | 0.61 | 0.71 | 0.82 | 0.95 | 1.09 | 1.22 | 1.38 | 1.50 | ||
| 0.14 | 0.42 | 0.55 | 0.67 | 0.78 | 0.90 | 1.05 | 1.20 | 1.34 | 1.50 | 1.65 | ||
| 0.15 | 0.45 | 0.59 | 0.73 | 0.84 | 0.98 | 1.12 | 1.30 | 1.46 | 1.63 | 1.80 | ||
| 0.16 | 0.49 | 0.64 | 0.79 | 0.91 | 1.06 | 1.23 | 1.40 | 1.60 | 1.79 | 1.98 | ||
| 0.18 | 0.56 | 0.74 | 0.92 | 1.06 | 1.25 | 1.42 | 1.62 | 1.85 | 2.00 | 2.30 | ||
| 0.20 | 0.64 | 0.84 | 1.05 | 1.21 | 1.42 | 1.63 | 1.85 | 2.10 | 2.40 | 2.60 | ||
| 0.23 | 0.76 | 1.00 | 1.25 | 1.45 | 1.70 | 1.90 | 2.20 | 2.50 | 2.80 | 3.20 | ||
| 0.26 | 0.88 | 1.13 | 1.45 | 1.70 | 2.00 | 2.30 | 2.60 | 2.90 | 3.30 | 3.70 | ||
| 0.29 | 1.00 | 1.30 | 1.65 | 1.90 | 2.30 | 2.60 | 3.00 | 3.40 | 3.80 | 4.30 | ||
| 0.32 | 1.13 | 1.45 | 1.86 | 2.20 | 2.60 | 2.90 | 3.40 | 3.90 | 4.40 | 4.90 | ||
| 0.35 | 1.26 | 1.60 | 2.10 | 2.50 | 2.90 | 3.30 | 3.70 | 4.30 | 4.80 | 5.50 | ||
| 0.40 | 1.50 | 1.92 | 2.50 | 2.90 | 3.40 | 3.90 | 4.50 | 5.20 | 5.90 | 6.70 | ||
| 0.45 | 1.75 | 2.30 | 2.90 | 3.30 | 4.00 | 4.60 | 5.20 | 5.90 | 6.70 | 7.60 | ||
| 0.50 | 2.00 | 2.60 | 3.40 | 3.80 | 4.60 | 5.30 | 6.30 | 7.10 | 8.20 | 9.20 | ||
| 0.55 | 2.30 | 2.90 | 3.80 | 4.30 | 5.20 | 6.00 | 7.00 | 8.00 | 9.20 | 10.5 | ||
| 0.60 | 2.50 | 3.20 | 4.20 | 4.80 | 5.80 | 6.80 | 7.80 | 9.00 | 10.3 | 12.0 | ||
| 0.65 | 2.80 | 3.60 | 4.70 | 5.40 | 6.50 | 7.50 | 8.70 | 10.0 | 11.6 | 13.2 | ||
| 0.70 | 3.00 | 3.90 | 5.10 | 5.90 | 7.10 | 8.30 | 9.70 | 11.0 | 12.9 | 14.7 | ||
| 0.75 | 3.30 | 4.30 | 5.60 | 6.50 | 7.80 | 9.00 | 10.7 | 12.4 | 14.0 | 16.0 | ||
| 0.80 | 3.50 | 4.70 | 6.10 | 7.00 | 8.50 | 10.0 | 11.8 | 13.5 | 15.5 | 17.5 | ||
| 0.85 | 3.90 | 5.10 | 6.60 | 7.70 | 9.30 | 10.8 | 12.8 | 14.8 | 17.0 | 19.3 | ||
| 0.90 | 4.10 | 5.50 | 7.10 | 8.20 | 10.0 | 11.8 | 14.0 | 16.0 | 18.2 | 21.0 | ||
| 1.00 | 4.70 | 6.10 | 8.00 | 9.40 | 11.5 | 13.5 | 15.5 | 17.5 | 20.0 | 23.0 | ||
| 1.10 | 5.20 | 7.00 | 9.00 | 10.8 | 13.0 | 15.4 | 18.2 | 21.0 | 24.0 | 27.0 | ||
| 1.20 | 5.90 | 7.80 | 10.5 | 11.8 | 14.0 | 16.1 | 20.0 | 23.0 | 27.0 | 31.0 | ||
| 1.30 | 6.40 | 8.70 | 11.3 | 13.3 | 16.2 | 19.0 | 23.0 | 26.0 | 30.0 | 35.0 | ||
| 1.40 | 7.00 | 9.50 | 12.5 | 14.6 | 18.0 | 21.0 | 26.0 | 29.0 | 34.0 | 39.0 | ||
| 1.50 | 7.60 | 10.4 | 13.6 | 16.0 | 19.5 | 23.0 | 28.0 | 32.0 | 37.0 | 42.0 | ||
| 1.60 | 8.20 | 11.3 | 15.0 | 17.5 | 21.0 | 26.0 | 31.0 | 35.0 | 41.0 | 46.0 | ||
| 1.80 | 9.70 | 13.2 | 17.3 | 21.0 | 25.0 | 30.0 | 33.0 | 42.0 | 48.0 | 55.0 | ||
| 2.00 | 11.0 | 15.0 | 20.0 | 24.0 | 29.0 | 35.0 | 41.0 | 49.0 | 56.0 | 64.0 | ||
| 2.30 | 13.2 | 18.1 | 24.0 | 29.0 | 35.0 | 42.0 | 52.0 | 60.0 | 69.0 | 79.0 | ||
| 2.60 | 15.5 | 22.0 | 28.0 | 34.0 | 42.0 | 50.0 | 62.0 | 72.0 | 83.0 | 93.0 | ||
| 2.90 | 18.8 | 26.0 | 34.0 | 40.0 | 49.0 | 59.0 | 72.0 | 84.0 | 98.0 | 111 | ||
| 3.20 | 22.0 | 30.0 | 39.0 | 46.0 | 57.0 | 68.0 | 83.0 | 98.0 | 114 | 130 | ||
| 3.50 | 25.0 | 34.0 | 44.0 | 53.0 | 66.0 | 78.0 | 96.0 | 113 | 130 | 150 | ||
| 4.00 | 31.0 | 42.0 | 54.0 | 65.0 | 80.0 | 94.0 | 113 | 133 | 159 | 180 | ||
| 4.50 | 36.0 | 50.0 | 64.0 | 77.0 | 94.0 | 115 | 140 | 160 | 190 | 215 | ||
| 5.00 | 43.0 | 59.0 | 75.0 | 90.0 | 112 | 135 | 164 | 190 | 220 | 250 | ||
| 5.50 | 49.0 | 69.0 | 97.0 | 105 | 130 | 155 | 190 | 220 | 255 | 290 | ||
| 6.00 | 56.0 | 78.0 | 98.0 | 119 | 147 | 175 | 210 | 250 | 290 | 325 | ||
| 6.50 | 63.0 | 88.0 | 112 | 135 | 165 | 198 | 242 | 282 | 325 | 365 | ||
| 7.00 | 71.0 | 99.0 | 125 | 150 | 180 | 220 | 270 | 315 | 360 | 410 | ||
| 8.00 | 86.0 | 120 | 150 | 183 | 225 | 270 | 325 | 380 | 440 | 500 | ||
| Self-regulating Heating Cable 동파방지/온도유지 (0) | 2020.06.22 |
|---|---|
| 전기 히터 관련 업체 (0) | 2019.09.16 |
| 온돌 시공을 위한 히터 종류 (0) | 2018.12.04 |
| 전기로 전기용량 계산 공식 및 도표 (0) | 2018.07.17 |
| 실리콘열선으로 만든 히터 패드들... (0) | 2018.06.25 |
1. 히팅 케이블
히팅케이블이라 함은 전기를 주면 열이 발생하는 전선이란 뜻인데,
일반적인 열선이라고 보시면 됩니다.

방바닥 시공 모습( 우리난방공사 시공)
내 화학적이며, 수명이 오래가며, 유연성이 좋아 지면과 접촉력이 뛰어나서 결빙이나 동결부위에 직접 열을 가하므로 열전도도도가 높은 제품이기 때문에 경사면이나 계단등 시공이 용이치 않은 곳이라 해도 간단히 설치가 가능하다.
그리고 전원부에서 말단부까지 전 구간에 고루 발열되므로 원하는 열을 목적물에 균일하게 열이 전달된다.
히팅케이블은 품질에 따라 반영구적 시공이 용이하고 소음 및 기타 공해와 오염물이 발생 되지 않고
스팀이나 기타 열매 사용시보다 시설 및 유지보수 면에서 간결하며 비용이 적게 들어갑니다.
히팅케이블 난방방식은 비용이 많이 드는 대형 공조설비나 보일러실이 필요없이
효율적인 바닥난방이 가능하며 기름이나 가스 보일러를 설치,운영이 곤란한 경우 대체할 수 있습니다.
또한 쎈서와 콘트롤러를 사용하면 온도를 자동으로 조절이 가능하며,
이로인해 열효율 증가 뿐 아니라 불필요한 에너지낭비를 막을 수 있다.
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
그리고 그중에서 특수하게 제작된 것들이 있는데,
아래 두 가지의 경우이다.
2. 정온전선
일정 온도를 설정하여 제작되어진 히팅케이블을 정온전선이라고 하는데,
말 그대로 제작 시 설정된 온도를 그대로 유지하는 열선이다.
파이프나 용기의 온도에 따라 출력(발열량, Power Output)이 변화하는 케이블로써 무한 병렬 구조로 길이에 상관 없이 단위 m당 발열량이 일정하며,
주위 온도 변화에 따라 내부 저항을 스스로 제어하여 발열량을 자동적으로 증감시키도록 설계된 케이블입니다.
다만 수명이 짧다,(물론 수명이 긴 것도 있지만, 워낙 고가이므로 선호하지는 안는다.)
특히 자주 움직이게 되는 부분에서는 수명은 현저히 떨어지는 단점이 있다.
그래서 이 열선으로 시공한 후 마감재를 사용하는 경우는 1~2년후 마감재를 뜯고 재시공해야 하는 불편이 따른다.
3. 정전력 히터 열선
각 부위 마다 일정한 전기가 들어가서 히팅이 되는 열선을 정전력히팅케이블이라고 그냥 편하게 이름을 명명하게 된 것입니다.
소비전력이 1m당 30W 정도로 정온전선보다 2배 정도 높아 높은 열을 낼 수 있다.
또 수명도 길어서 재시공에서 벗어날 수 있다.
동파방지열선(정전력히터열선)은 1m간격으로 발열체가 병렬연결되어 열선의 사용 길이가 3m이상 시에 일부 발열체가 손상되어 단선이 나더라도 그부위에 속한 1m구간 만 발열이 안되고 나머지 손상되지 않은 부분은 계속적으로 발열이 되는 장점을 가지고 있다.

~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
상기 3가지 제품은 품질에 따라 반영구적으로 사용이 가능하므로 스팀이나 기타 발열매체 사용 시 보다 시공 및 시설유지 및 보수가 간결하다.
| 전기 히터 관련 업체 (0) | 2019.09.16 |
|---|---|
| NCH-W1 전류표 (0) | 2019.01.28 |
| 전기로 전기용량 계산 공식 및 도표 (0) | 2018.07.17 |
| 실리콘열선으로 만든 히터 패드들... (0) | 2018.06.25 |
| 3상 3선식 결선방법에 따른 전열선 전기용량 (0) | 2018.06.20 |
전기로의 전기 용량을 결정하는 공식
일반적으로 밀폐식 전기로에서는 아래 공식을 사용하게 됩니다.
상당히 복잡하죠???
그래서 간단하게 산출해 내는 도표가 있는데,
물론 정확하지는 않겠지만,
어느 정도로 전기용량이 필요하고, 그에 따른 열선의 총저항을 결정할 수 있는 도표이기도 합니다.
밀폐식 전기로의 전기 용량 계산 도표
예제: 전기로내 유효면적이 15㎡ 인 전기로를 700℃까지 5시간 30분내로 상승시키고져 할 때
전기로의 전력량이 얼마가 필요한가를 아래 도표에서 찾아 보도록 하겠습니다.
A; 로내 유효면적( ㎡ )
B: 전력 용량 ( kw )
C: 온도 상승시간 ( Hr )
D: 요구되는 로내 온도 ( ℃ )
E: 상수를 위한 교차선
M: 교차점
1. A선상에서 15㎡지점을 D선상에 700℃ 지점까지 선을 그어서 교차선인 E선상에서 M점을 찾아 낸다.
2. C선상에서 5.5시간 지점과 M 점을 연결해서 B선상까지 선을 긋게되면,
요구하는 전기용량이 82 Kw 가 구해지는 것을 알 수가 있다.
발췌문헌: 전기 화학 15권(일본), 전기공학 편람(일본), 금속 제 21권(11.12호)(일본)
| NCH-W1 전류표 (0) | 2019.01.28 |
|---|---|
| 온돌 시공을 위한 히터 종류 (0) | 2018.12.04 |
| 실리콘열선으로 만든 히터 패드들... (0) | 2018.06.25 |
| 3상 3선식 결선방법에 따른 전열선 전기용량 (0) | 2018.06.20 |
| 열선의 길이를 구하는 도표 (0) | 2018.06.15 |
실리콘 히터 사용 예
| 온돌 시공을 위한 히터 종류 (0) | 2018.12.04 |
|---|---|
| 전기로 전기용량 계산 공식 및 도표 (0) | 2018.07.17 |
| 3상 3선식 결선방법에 따른 전열선 전기용량 (0) | 2018.06.20 |
| 열선의 길이를 구하는 도표 (0) | 2018.06.15 |
| 온도쎈서별 사용되는 보상도선 (0) | 2018.05.30 |
3상 3선식 결선방법에 따른 전열선 전기용량(전력량)
예1: 5Ω 짜리 열선을 △결선으로 체결하여
아래 그림과 같이 3상 220V 의 전력을 체결했을 때 총 전력량은 얼마일까요?
상 전압은 선간 전압과 같은 220V이므로
오옴의 법칙인 V (전압)= I (전류)X R (저항) 에 적용하면 전류는 44Amper 가 나오고,
또 다른 오옴의 법칙인 W (전력)= I (전류) X V (전압) 에 대입하면 9,680W(9.68KW )가 나온다.
고로 3상의 전력은 9.68KW X 3 = 29.04 KW 가 나온다.
예2: 5Ω 짜리 열선을 Y결선으로 체결하여
아래 그림과 같이 3상 380V의 전력을 체결했을 때 총 전력량은 얼마일까요?
상 전압은 선간 전압 380V에 √3 으로 나누면 약 220V가 된다.
오옴의 법칙인 V (전압)= I (전류)X R (저항) 에 적용하면 전류는 44Amper 가 나오고,
또 다른 오옴의 법칙인 W (전력)= I (전류) X V (전압) 에 대입하면 9,680W(9.68KW )가 나온다.
고로 3상의 전력은 9.68KW X 3 = 29.04 KW 가 나온다.
고로, 예1과 예2를 볼 때 3상 전압이 380V라고 해도 Y결선으로 체결하면,
3상 전압 220V로 △결선으로 체결한 것과 동일한 전력을 발생하는 것을 볼 수 있다.
예3: 220V에 열선을 △결선으로 체결하여
아래 그림과 같이 각각 5KW (총 15KW )로 하였을때 각각의 전류와 저항은 얼마일까요?
마찬가지로 오옴의 법칙인
W (전력)= I (전류) X V (전압) (즉, I = W / V ) ,
V (전압)= I (전류)X R (저항) (즉, R = V / I )에 적용하면
각 상의 전류 (상전류) : 5,000 W / 220 V = 22.7 A
각 상의 저항 (상저항) : 220 V / 22.7 A = 9.68 Ω 이 됩니다.
* 참고: 만일 이것을 Y결선으로 바꾸어 체결하면 각 상의 전력 (상전력) 은 5 KW / 3 = 1.67 KW 가 되겠지요...
(주)쌍희 연구실
| 전기로 전기용량 계산 공식 및 도표 (0) | 2018.07.17 |
|---|---|
| 실리콘열선으로 만든 히터 패드들... (0) | 2018.06.25 |
| 열선의 길이를 구하는 도표 (0) | 2018.06.15 |
| 온도쎈서별 사용되는 보상도선 (0) | 2018.05.30 |
| 히터결선법(직렬,병렬,델타결선,Y결선,스타결선) (0) | 2018.04.12 |
(예) 전압 220V에서 총 전력이 1.1KW(1,100W) 을 낼 수 있는 전열선을 구하고져 하는데,
열선은 FCH-W2( 전기 저항율:125 μΩcm) 0.65 Φmm를 사용하였다면,
선재 길이는 몇m인가를 계산하는 방법:
____________________________________________
우선 전류(A)를 계산하는 공식인 "오옴의 법칙" : W(전력)=I(전류)X V(전압) 에 대입하면
전류는 5A가 나옵니다.
5A와 220V에 선을 그어 X1 점선에 닿는 점 M1 에서 선경 0.65mm와 연결하여 X2 점선과 만나는 점 M2에서
FCH-W2의 전기 저항율125 μΩcm인 부분과 선을 그어 나가면 요구되는 선재길이를 추정할 수 있습니다.
하지만 이것은 도표상에 정확한 위치를 설정하지 못하기 때문에 정확한 길이를 찾아 낼 수 없기 때문에 단지 처음 열선 설계시 빠르게 선재길이를 추정하기위한 방법으로 사용하는 방법입니다.
도표 출처: NTK(日金工) 카탈로그
보다 정확한 열선의 기장을 구하고져 한다면,
위에서 오옴의 법칙으로 전류는 5A 임을 확인했고,
또 다른 오옴의 법칙의 공식 V(전압)= I(전류) X R(저항)에 대입하면 총저항은 44Ω이 산출 됩니다.
그런데 열선을 FCH-W2을 사용하고 그 선경을 0.65 Φmm로 설정하였다면
FCH-W2의 0.65 Φmm선경의 저항은 3.769 Ω/m(쌍희 제품 기준)이므로
44Ω÷3.769 Ω/m= 11.67m가 산출되어 집니다.
위 도표로 산출되는 기장은 약 9.5m인데
이것을 역산하면 약 1.35Kw로 애초에 제시된 열량보다 더 많은 열량이 나오게 됩니다.
출처: (주 ) 쌍희 연구실
| 실리콘열선으로 만든 히터 패드들... (0) | 2018.06.25 |
|---|---|
| 3상 3선식 결선방법에 따른 전열선 전기용량 (0) | 2018.06.20 |
| 온도쎈서별 사용되는 보상도선 (0) | 2018.05.30 |
| 히터결선법(직렬,병렬,델타결선,Y결선,스타결선) (0) | 2018.04.12 |
| 각 물질의 승온에 필요한 열량 계산법 (0) | 2018.02.01 |
| 3상 3선식 결선방법에 따른 전열선 전기용량 (0) | 2018.06.20 |
|---|---|
| 열선의 길이를 구하는 도표 (0) | 2018.06.15 |
| 히터결선법(직렬,병렬,델타결선,Y결선,스타결선) (0) | 2018.04.12 |
| 각 물질의 승온에 필요한 열량 계산법 (0) | 2018.02.01 |
| 코일열선(GC 계열) 단자 체결 방법 (0) | 2017.12.27 |
열선 직렬연결및 병렬연결시 총 저항
| 열선의 길이를 구하는 도표 (0) | 2018.06.15 |
|---|---|
| 온도쎈서별 사용되는 보상도선 (0) | 2018.05.30 |
| 각 물질의 승온에 필요한 열량 계산법 (0) | 2018.02.01 |
| 코일열선(GC 계열) 단자 체결 방법 (0) | 2017.12.27 |
| 제품 포장 방법및 단위 (0) | 2017.12.09 |
어떤 물체에 열을 가하여 온도를 올릴 때는 일정한 공식이 적용되는데,
열역학이 기초가 되어 아주 방대하므로 여기서는 다루지 않고,
단지 간단히 에너지를 계산하는 공식 몇가지만 올리겠습니다.
우선 열열학의 법칙은 알아야겠지에 간단히 기술하면,
열역학 제 1 법칙 : 모든 에너지는 완전히 존재한다,
즉, 우주에너지는 일정하다.
열역학 제 2 법칙 : 일정량의 에너지를 얻어서 이것을 완전한 역학적 에너지로 전환시키는 기관은
만들 수 없다.
열역학 제 3 법칙 : 절대 영도에 도달하는 것,
즉, 엔트로비 값이 0 (Zoro ) 이 되는 것은 불가하다.
1. 흡수 에너지
접촉하고있는 두 물체간에 온도 차이로 인해 한쪽에서 다른 쪽으로 이동되는 에너지를 "열" 또는 "열에너지"라고 부르며,
이 열량의 단위를 칼로리(cal),킬로칼로리(Kcal)라고 합니다.
예를 들자면 지구 상에 가장 흔한 물질 중에 하나인 물 1g을 1도 올릴 때 필요한 열량을 1 cal 라고 규정하여 단위로 사용하고 있다고 생각하면 됩니다.
그 열용량 즉 흡수에너지는 같은 물질에서는 그 질량(무게)에 비례하고,
또 어떤 물질 1g을 1℃ 올리는데 필요한 열량을 "비열" 이라고 합니다.
여기서 잠깐,
전력량인 시간당 1W는 1Wh로 표기되는데,
1Wh는 859.845의 cal를 발산하므로 통상 860cal로 계산하게 되어서,
1Wh= 860cal 라고 합니다.
참고로 얘기하면
기름의 발열량은 ℓ당 10,300 ㎉
LNG 가스는 ㎥당 10,500 ㎉
LPG 가스는 ㎏당 12,000 ㎉
전기는 ㎾당 860 ㎉ 정도로 계산하는것이 일반적 입니다..
그럼 어떤 물질을 일정한 온도까지 승온시키는데 필요한 전력량을 계산하려면
다음과 같다.
Q=m X c X (t2 - t1)이고,
Wh=m X c X (t2 - t1) /860 입니다.
Q : 흡수에너지 ( cal )
m : 물질의 무게 ( g )
c : 물질의 비열 ( cal )
t2 : 도달 온도 (℃ )
t1 : 시작 온도 ( ℃ )
* 이 공식은 열을 올릴때 사용되는 공식이며,
각각의 물질에 따라 열전달 계수 즉, 비열은 다음과 같습니다..
물질에 따른 비열의 차이
| 물질 | 비열 cal/(g·K) | 물질 | 비열 cal/(g·K) |
|---|---|---|---|
| 물 | 1 | 얼음 | 0.5 |
| 구리 | 0.0924 | 나무 | 0.41 |
| 철 | 0.107 | 유리 | 0.2 |
| 은 | 0.056 | 알코올 | 0.58 |
| 금 | 0.0309 | 수은 | 0.033 |
| 납 | 0.0305 | 알루미늄 | 0.215 |
| 금강석 | 0.121 | 납 | 0.0309 |
| 염화나트륨 | 0.206 | 황동 | 0.091 |
| 백금 | 0.0316 | 우라늄 | 0.027 |
예: 15g의 황동으로 된 물체의 온도를 100℃ 올리는 데 필요한 열량은?
위 표에 의하면 황동의 비열은 0.091㎈/g·℃이므로,
15g × 0.091㎈/g·℃ × 100℃ ≒ 137(cal)가 된다.
출처: 위키백과
2. 잠열
어떤 물질이든지 고체를 액체로 변화시키거나 액체를 기체로 변화 시킬때는 일정한 온도에서 일어나는데,
그 온도를 용융점(녹는점),기화점(고체가 바로 기체로 변화되는 것은 승화라고 함)이라고 합니다.
그런데 이 온도에서 가해지는 열은 변태를 위한 분자의 운동에너지로 모두 소모되기 때문에 물체의 온도를 올리지 못하게 됩니다.
다시말해서 일정 온도의 고체 (또는 액체)를 같은 온도의 액체 (또는 기체)로 변화시키는데 필요한 에너지를 융해 잠열(Hf) 또는 기화 잠열(Hv),승화 잠열이라고 합니다.
이것을 우리는 통상 "융해열" (또는 "기화열", "승화열") 이라고도 하는데,
아래와 같은 공식이 적용됩니다.
융해열 Q = m X Hf
기화열 Q= m X Hv
Q : 융해(기화) 에너지 (cal )
M : 물질의 무게 (g )
Hf : 물질의 융해 잠열 ( cal/g )
Hv : 물질의 기화 잠열 ( cal/g )
* 이 공식은 금속을 녹이는 용광로 나 냉동된 물체의 해빙이 필요한 경우이거나,
특히 물을 수증기로 바꾸거나, 건조기 같은 경우와 같이 수분증발이 필요한 경우 이용되며,
가장 많이 적용되는 물의 경우는 Hf 는 80 cal/cc(g) 이고 Hv 는 539 cal/cc(g) 입니다.
3. 열 손실 에너지
위와 같이 흡수에너지와 잠열 말고도 주변으로 열이 손실되는 에너지를 합해야 만 온도를 올리는데 필요한 총 열량이 산출됩니다.
하지만 "열효율"라고 해서 전체 에너지에 비례로 계산하게 됩니다.
총 에너지=(흡수 에너지+ 잠열+ 열손실에너지) X 1.1~1.3
또는
총에너지= (흡수 에너지+잠열) X 열효율 X 1.1~1.3
로 계산되어 집니다.
* 통상 총 에너지 산출시에 안전계수 1.1~1.3 을 더 곱하게 됩니다.
이 손실 에너지는 열이 손실되지 않도록 단열을 잘하면 낮아지겠지만,
그렇지 않으면 공급된 에너지의 대부분이 손실되어 버립니다.
그리고 또 단열재의 재질, 두께 등에 따라 다르기 때문에 이 부분은 방대하고 복잡하여 따로 공부하거나 자료를 찾지 않으면 안되며,
그런 자료가 없다면 직접 테스트를 하여 손실 에너지를 찾는 방법 뿐이 없습니다.
* 전 개인적으로 필요한 제품을 만들때:
열선을 생각보다 길게하여서 전원을 공급해 보고,
열량이 생각보다 적게 나오면 조금씩 길이를 짧게 잘라내면서 테스트를 해서 찾아냅니다.
(열선의 길이가 길면 열량이 적게 나오고, 짧으면 짧아 질수록 열량은 증가 합니다.)
4. 승온에 필요한 간단한 전력량 계산법
아래 공식은 WATLOW 사에서 발췌한 내용입니다.
* 철강류 (Steel)을 가할때 전기용량
KW= Kg (중량) X 상승온도(℃) ÷ ( 5,040 X 승온 시간(Hr) )
* 기름류 (Oil)을 가할때 전기용량
KW= L(리터) X 상승온도(℃) ÷ ( 1,680 X 승온 시간(Hr) ) * 흐르는 물을 가할때 전기용량 KW= L/min(유속) X 상승온도(℃) X 0.076
* 정체된 물을 가할때 전디용량
KW= L(리터) X 상승온도(℃) ÷ ( 790 X 승온 시간(Hr) )
* 공기를 가할때 전기용량
KW= ㎥(체적)/Min X 상승온도(℃) ÷ 47
( 이때는 상용온도와 대기압일 경우를 말하며,여기서 ㎥/Min는 루베라고 합니다.)
* 압축공기를 가할때 전기용량
KW= ㎥(체적)/Min X 상승온도(℃) X 비중(kg/ ㎥) ÷ 57.5
( 이때의 ㎥/Min는 입구 온도와 압력에서 측정한 용량입니다. )
출처: WATLOW 사 자료
(주) 쌍희
| 온도쎈서별 사용되는 보상도선 (0) | 2018.05.30 |
|---|---|
| 히터결선법(직렬,병렬,델타결선,Y결선,스타결선) (0) | 2018.04.12 |
| 코일열선(GC 계열) 단자 체결 방법 (0) | 2017.12.27 |
| 제품 포장 방법및 단위 (0) | 2017.12.09 |
| 경도 비교표 (0) | 2017.07.17 |
GC계열 구조도
GC계열의 열선은 저항이 높은 것을 요구시에 사용되므로 열선 자체가 가늘거니와
P.E사 또는 Glass사에 열선을 감아서 Coil상태로 제작하여 열선 길이를 길게 만드는 방법입니다.
그런데 이선이 워낙 가늘다 보니 동력선과 직접 체결시에는 체결시 압착에 의해 끊어지거나 사용 중에 체결부위가 끊어지는 경우가 발생하기 쉽습니다.
그래서 아래와 같은 방법으로 체결하면 이런 문제 점을 해결 할 수 있습니다.
1.외피를 벗기면 가는 선이 코일형태로 나옵니다.
2, 이선을 펴서 열선 외부에 3~4바퀴 감는다.
3. 실리콘 열선 외경에 맞는 단자를 준비합니다.
4.단자를 체결하고 빠지지 않게 단자를 압착합니다.
| 히터결선법(직렬,병렬,델타결선,Y결선,스타결선) (0) | 2018.04.12 |
|---|---|
| 각 물질의 승온에 필요한 열량 계산법 (0) | 2018.02.01 |
| 제품 포장 방법및 단위 (0) | 2017.12.09 |
| 경도 비교표 (0) | 2017.07.17 |
| 단위 환산표 (0) | 2017.07.17 |
1. 1.0Φmm이상의 선재
Hard선일 경우는 600Φmm Coil 상태이며,
Soft 선일 경우는 400Φmm Coil 상태입니다.
선재의 표면을 보호하기 위해서 랩 또는 마포Tape로 감아서 포장을 합니다.
2. 1.0Φmm 이하의 선재
대부분이 Bobbin( 실패, Spool )에 감기게 되는데,
각각의 선재경의 굵기에 의해 Bobbin이 결정 됩니다.
Bobbin에 권취되는 양
| 각 물질의 승온에 필요한 열량 계산법 (0) | 2018.02.01 |
|---|---|
| 코일열선(GC 계열) 단자 체결 방법 (0) | 2017.12.27 |
| 경도 비교표 (0) | 2017.07.17 |
| 단위 환산표 (0) | 2017.07.17 |
| 열처리 방법 (0) | 2017.07.17 |
비커스 경도 | 브리넬 경도 HB | 로크웰 경도 | 쇼어 경도 | |||
표준 볼 | 텅스텐 | HRA | HRB | 로크웰C스케일 | ||
940 | - | - | 85.6 | - | 68 | 97 |
900 | - | - | 85.0 | - | 67 | 95 |
865 | - | - | 84.5 | - | 66 | 92 |
832 | - | 739 | 83.9 | - | 65 | 91 |
800 | - | 722 | 83.4 | - | 64 | 88 |
772 | - | 705 | 82.8 | - | 63 | 87 |
746 | - | 688 | 82.3 | - | 62 | 85 |
720 | - | 670 | 81.8 | - | 61 | 83 |
697 | - | 654 | 81.2 | - | 60 | 81 |
674 | - | 634 | 80.7 | - | 59 | 80 |
653 | - | 615 | 80.1 | - | 58 | 78 |
633 | - | 595 | 79.6 | - | 57 | 76 |
613 | - | 577 | 79.0 | - | 56 | 75 |
595 | - | 560 | 78.5 | - | 55 | 74 |
577 | - | 543 | 78.0 | - | 54 | 72 |
560 | - | 525 | 77.4 | - | 53 | 71 |
544 | 500 | 512 | 76.8 | - | 52 | 69 |
528 | 487 | 496 | 76.3 | - | 51 | 68 |
513 | 475 | 481 | 75.9 | - | 50 | 67 |
498 | 464 | 469 | 75.2 | - | 49 | 66 |
484 | 451 | 455 | 74.7 | - | 48 | 64 |
471 | 422 | 443 | 74.1 | - | 47 | 63 |
458 | 432 | 432 | 73.6 | - | 46 | 62 |
446 | 421 | 421 | 73.1 | - | 45 | 60 |
434 | 409 | 409 | 72.5 | - | 44 | 58 |
423 | 400 | 400 | 72.0 | - | 43 | 57 |
412 | 390 | 390 | 71.5 | - | 42 | 56 |
402 | 381 | 381 | 70.9 | - | 41 | 55 |
392 | 371 | 371 | 70.4 | - | 40 | 54 |
382 | 362 | 362 | 69.9 | - | 39 | 52 |
372 | 353 | 353 | 69.4 | - | 38 | 51 |
363 | 344 | 344 | 68.9 | - | 37 | 50 |
354 | 336 | 336 | 68.4 | (109.0) | 36 | 49 |
345 | 327 | 327 | 67.9 | (108.5) | 35 | 48 |
336 | 319 | 319 | 67.4 | (108.0) | 34 | 47 |
327 | 311 | 311 | 66.8 | (107.5) | 33 | 46 |
318 | 301 | 301 | 66.3 | (107.0) | 32 | 44 |
310 | 294 | 294 | 65.8 | (106.0) | 31 | 43 |
302 | 286 | 286 | 65.3 | (105.5) | 30 | 42 |
294 | 279 | 279 | 64.7 | (104.5) | 29 | 41 |
286 | 271 | 271 | 64.3 | (104.0) | 28 | 41 |
279 | 264 | 264 | 63.8 | (103.0) | 27 | 40 |
272 | 258 | 258 | 63.3 | (102.5) | 26 | 38 |
266 | 253 | 253 | 62.8 | (101.5) | 25 | 38 |
260 | 247 | 247 | 62.4 | (101.0) | 24 | 37 |
254 | 243 | 243 | 62.0 | 100.0 | 23 | 36 |
248 | 237 | 237 | 61.5 | 99.0 | 22 | 35 |
243 | 231 | 231 | 61.0 | 98.5 | 21 | 35 |
238 | 226 | 226 | 60.5 | 97.8 | 20 | 34 |
230 | 219 | 219 | - | 96.7 | (18) | 33 |
222 | 212 | 212 | - | 95.5 | (16) | 32 |
213 | 203 | 203 | - | 93.9 | (14) | 31 |
204 | 194 | 194 | - | 92.3 | (12) | 29 |
196 | 187 | 187 | - | 90.7 | (10) | 28 |
188 | 179 | 179 | - | 89.5 | (8) | 27 |
180 | 171 | 171 | - | 87.1 | (6) | 26 |
173 | 165 | 165 | - | 85.5 | (4) | 25 |
166 | 158 | 158 | - | 83.5 | (2) | 24 |
160 | 152 | 152 | - | 81.7 | (0) | 24 |
| ※ ( )내의 치는 상용범위외의 것임 |
| 코일열선(GC 계열) 단자 체결 방법 (0) | 2017.12.27 |
|---|---|
| 제품 포장 방법및 단위 (0) | 2017.12.09 |
| 단위 환산표 (0) | 2017.07.17 |
| 열처리 방법 (0) | 2017.07.17 |
| 동합금, 알루미늄 성분표 (0) | 2017.07.17 |
★ 길 이
1 인치 = 2.540 cm
1 피트 = 0.304 m
1 야드 = 0.914 m
1 패덤 = 1.828m, 6.0피트
1 마일(5280피트) = 1.609 Km
1 해리(6080피트) = 1.853 Km
1 cm = 0.393 인치
1 m = 3.280 피트
1 m = 1.093 야드
1 m = 0.546 패덤
1 Km = 0.621 마일
1 Km = 0.539 해리
★ 부 피
1 입방 인치 = 16.378 입방 센티미터
1 입방 피트 = 0.028 입방 미터
1 입방 피트 = 28.317 리터
1 입방 야드 = 0.764 입방 미터
1 파인트 = 0.568 리터
1 갤런 = 4.546 리터
1 입방 센티미터 = 0.061 입방 피트
1 입방 미터 = 35.314 입방 피트
1 입방 미터 = 1.308 입방 야드
1 리터(1000cc) = 0.035 입방 피트
1 리터 = 0.220 갤런
1 리터 = 1.760 파인트
★ 무 게
1 온스 = 28.349 그램
1 파운드 = 0.454 Kg
1 롱 톤 = 1.016 메트릭 톤
1 롱 톤 = 1.016 Kg
1 Kg = 2.205 파운드
1 메트릭 톤 = 0.984 롱 톤
1 메트릭 톤 = 2,205 파운드
★ 압 력
1 psi = 0.073 Kg/㎠
1 Kg/㎠ = 14.223 psi
1 기압 = 14.7 psi
1 기압 = 1.033 Kg/㎠
★ 물
담수 1입방 피트의 무게는 약 62.5파운드
평균 해수 1입방 피트의 무게는 약 64파운드
물 1갤런의 무게는 약 8파운드
★ 온 도
화씨를 섭씨로 고칠 때는 32를 뺀 다음 5/9를 곱한다.
썹씨를 화씨로 고칠 때는 9/5를 곱한 다음 32를 더한다.
★ 환산표 (근사치)
마일을 Km로 8/5를 곱한다.
Km를 마일로 5/8을 곱한다.
마일을 해리로 1/8을 뺀다.
해리를 마일로 1/7을 더한다.
psi를 기압으로 14.7로 나눈다.
기압이나 bar를 Kg/㎠로 거의 같다.
수심(피트)을 절대압(bar)로 33으로 나눈 다음 1 bar를 더한다.
수심(미터)을 절대압(bar)로 10으로 나눈 다음 1bar를 더한다.
절대압(bar)을 수심(피트)로 1bar를 뺀 다음 33을 곱한다.
절대압(bar)을 수심(미터)로 1bar를 뺀 다음 10을 곱한다.
★ 바 람 : 풍향, 풍속, 풍속 및 측정치
방향 : 풍향은 언제나 바람이 어디서 불어 오는가로 결정된다.
즉, 서풍이란 서쪽에서 동쪽으로 불어오는 것을 말한다.
풍속 : 노트(1시간당 해리)로 표시하는 풍속은 선원이나 비행사들이
사용하며, 시간당 마일로 표시되는 것은 육상이나 연안 항해
사가 사용한다.
환산 :
1 노트 = 약 1.7피트/초, 또는 약 0.51 미터/초
1 마일/시간 = 약 1-½ 피트/초, 또는 약 1.609 Km/h
1 피트/초 = 약 ⅔ 마일/시간, 또는 약 0.3 미터/초
1 Km/시간 = 약 ⅝ 마일/시간
1 미터/초 = 약 3-⅓ 피트/초
| 제품 포장 방법및 단위 (0) | 2017.12.09 |
|---|---|
| 경도 비교표 (0) | 2017.07.17 |
| 열처리 방법 (0) | 2017.07.17 |
| 동합금, 알루미늄 성분표 (0) | 2017.07.17 |
| 특수 금속 이름들... (0) | 2017.07.17 |
열처리방법
1. 열처리 종류
철강 재료는 같은 성분이라도 열처리 방법에 따라 조직이 크게 달라질 수 있다.
따라서 열처리를 알맞게 하면 필요에 따라 철강 재료의 기계적 성질과 그 밖의 성질을 변화시켜 사용 용도에 따라 효과적으로 이용할 수 있다.
열처리는 이와 같이 재료에 특별한 성질을 부여하는 것이라 정의할 수 있으며 다음과 같이 분류한다.
① 계단 열처리(interrupted heat treatment)
② 항온 열처리(isothermal heat treatment)
③ 연속 냉각 열처리(continuous cooling heat treatment)
④ 표면 경화 열처리(surface hardening heat treatment)
이중 기어를 열처리하는데 주로 쓰이는 계단 열처리와 표면 경화 열처리에 대해서만 알아보도록 하겠다.
2. 계단 열처리
① 담금질(quenching)
강을 적당한 온도로 가열하여 오스테나이트 조직에 이르게 한 뒤, 마텐자이트 조직으로 변화시키기 위해 급냉시키는 열처리 방법이다.담금질은 강의 경도와 강도를 증가시키기 위한 것이다. 강의 담금질 온도가 너무 높으면 강의 오스테나이트 결정 입자가 성장하여 담금질후에도 기계적 성질이 나빠지고 균열이나 변형이 일어나기 쉽다. 따라서 담금질 온도에 주의해야 한다.
② 뜨임(tempering)
담금질한 강은 경도가 증가된 반면 취성을 가지게 되고, 표면에 잔류 응력이 남아 있으면 불안정하여 파괴되기 쉽다. 따라서 적당한 인성을 재료에 부여하기 위해 담금질 후에 반드시 뜨임 처리를 해야한다. 즉 담금질 한 조직을 안정한 조직으로 변화시키고 잔류 응력을 감소시켜, 필요로 하는 성질과 상태를 얻기 위한 것이 뜨임의 목적이다. 담금질한 강을 적당한 온도까지 가열하여 다시 냉각시킨다.
③ 풀림(annealing)
일반적으로 풀림이라 하면 완전 풀림(full annealing)을 말한다.
주조나 고온에서 오랜 시간 단련된 금속재료는 오스테나이트 결정 입자가 커지고 기계적 성질이
나빠진다. 재료를 일정 온도까지 일정 시간 가열을 유지한 후 서서히 냉각시키면, 변태로 인해
최초의 결정 입자가 붕괴되고 새롭게 미세한 결정입자가 조성되어 내부 응력이 제거될 뿐만 아니라
재료가 연화된다. 이러한 목적을 위한 열처리 방법을 풀림이라 부른다.
풀림의 목적을 다음과 같이 정리할 수 있다.
a) 단조나 주조의 기계 가공에서 발생한 내부 응력 제거
b) 열처리로 인해 경화된 재료의 연화
c) 가공이나 공작으로 경화된 재료의 연화
d) 금속 결정 입자의 미세화
④ 불림(normalizing)
불림의 목적은 결정 조직을 미세화하고 냉간 가공이나 단조 등으로 인한 내부 응력을 제거하며
결정 조직이나 기계적 성질과 물리적 성질 등을 표준화시키는 데 있다.
강을 불림 처리하면 취성이 저하되고 주강의 경우 주조 상태에 비해 연성이나 인성 등 기계적 성질이
현저히 개선된다. 재료를 변태점 이상의 적당한 온도로 가열한 다음 일정 시간 유지시킨 후 공기 중에서 냉각시킨다. 이렇게 하여 미세하고 균일하게 표준화된 금속 조직을 얻을 수 있다.
3. 표면 경화 열처리
표면 경화 열처리는 재료의 표면만을 단단한 재질로 만들기 위한 방법으로 크게 화학적 방법과 물리적 방법으로 나눌 수 있다. 기어에 적용되는 화학적 방법에는 침탄법(carburizing)과 질화법(nitriding)이 있고, 물리적 방법에는 고주파 표면 경화법(induction hardening)이 있다.
① 침탄법
침탄이란 재료의 표면만을 단단한 재질로 만들기 위해 다음과 같은 단계를 사용하는 방법이다.
탄소함유량이 0.2% 미만인 저탄소강이나 저탄소합금강을 침탄제 속에 파묻고 오스테나이트 범위로
가열한 다음, 그 표면에 탄소를 침입하고 확산시켜서 표면 층만을 고탄소 조직으로 만든다.
침탄 후 담금질하면 표면의 침탄층은 마텐자이트 조직으로 경화시켜도 중심부는 저탄소강 성질을 그대로 가지고 있어 이중 조직이 된다. 표면이 단단하기 때문에 내마멸성을 가지게 되며, 재료의 중심부는
저탄소강이기 때문에 인성을 가지게 된다. 이러한 성질 때문에 고부하가 걸리는 기어에는 대개
침탄 열처리를 사용한다.
침탄법은 침탄에 사용되는 침탄제에 따라 고체침탄과 액체침탄과 가스 침탄으로 나눈다.
특별히 액체 침탄의 경우, 질화도 동시에 어느 정도 이루어지기 때문에 침탄 질화법이라 부른다.
② 질화법
금속 재료 표면에 질소를 침투시켜서 매우 단단한 질소화합물(Fe2N) 층을 형성하는 표면경화법을 질화라 부른다.
이것은 담금질과 뜨임 등의 열처리 후 약 500℃로 장시간 가열한 후 질소를 침투시켜 경화시킨다.
침탄처럼 침탄 후 담금질이 필요 없으므로 다른 열처리 방법에 비해 변형이 매우 작으면
내마멸성과 내식성과 피로 강도 등이 우수하다.
그러나 다른 열처리에 비해 가격이 많이 든다. 질화법은 다음과 같은 특징이 있다.
a) 침탄에 비해 경화층이 얕고 경화는 침탄한 것보다 크다.
b) 마모나 부식에 대한 저항력이 크다.
c) 담금질이 필요 없으며 열처리에 의한 재료의 변형이 가장 적다.
d) 600℃ 이하의 온도에서는 재료의 경도가 감소되지 않으며 산화작용도 잘 일어나지 않는다.
③ 고주파 표면경화법
0.4 - 0.5%의 탄소를 함유한 고탄소강을 고주파를 사용하여 일정 온도로 가열한 후 담금질하여
뜨임하는 방법이다. 이 방법에 의하면 0.4% 전후의 구조용 탄소강으로도 합금강이 갖는 목적에
적용할 수 있는 재료를 얻을 수 있다. 표면 경화 깊이는 가열되어 오스테나이트 조직으로
변화되는 깊이로 결정되므로 가열 온도와 시간 등에 따라 다르다.
보통 열처리에 사용되는 가열 방법은 열에너지가 전도와 복사 형식으로 가열하는
물체에 도달하는 방식을 이용하고 있다.
그러나 고주파 가열법에서는 전자 에너지 형식으로 가공물에 전달되고,
전자 에너지가 가공물의 표면에 도달하면 유도 2차 전류가 발생한다.
이 때 가공물 표면에 와전류(eddy current)가 발생하여 표피효과(skin effect)가 된다.
차 유도전류는 표면에 집중하여 흐르므로 표면경화에는 다음과 같은 장점이 나타난다.
a) 표면에 에너지가 집중하기 때문에 가열 시간을 단축할 수 있다.
b) 가공물의 응력을 최대한 억제할 수 있다.
c) 가열 시간이 짧으므로 산화나 탈탄 염려가 없다.
d) 값이 싸다.
침탄 열처리
1. 침탄법이란
기계 재료로 많이 사용되는 강은 제강하는 과정에서 강이 가진 화학적 성분이나 강에 포함된
함급 원소량은 변하지 않는다. 그러나 기계를 제작할 때 사용 목적에 따라 강의 화학 성분을
바꾸어야 할 경우가 있다. 이 성분을 바꾸는 방법 가운데 하나가 재료의 표면을 단단하게
만드는 표면 경화(Surface Hardening)이다.
표면 경화는 화학 성분의 변화가 고체인 강에서만 일어나고 재료의 표면층에서만 발생한다는
특징을 가지고 있다. 기계 부품 가운데 표면 경도가 될 수 있으면 높고 내마멸성이 크고
충격에 잘 견디는 재료를 필요로 하는 것이 많다. 이러한 부품에는 기어나 캠, 캠샤프트 등이 있다.
표면 경화법으로 많이 이용되는 방법에는 침탄법과 질화법, 고주파담금질과 화염담금질, 방전경화,
금속침투법 등이 있다. 이중에서 기어의 재료에 많이 사용되는 방법이 침탄법이다.
침탄법은 강의 표면에 탄소(Carbon)을 침투시키는 방법이다.
기어의 재료로 고탄소강을 사용할 경우 열처리에 의해 높은 경도를 얻을 수 있으나
동시에 강한 충격에 잘 부러지는 취성을 가지게 된다.
따라서 표면은 경도가 높고 내부는 질긴 성분을 가진 재료가 큰 힘에 더 잘 견딜 수 있다.
기어의 재료로 탄소함유량이 적은 저탄소강을 선택할 경우, 표면은 기어가 장시간 서로 맞물려도
잘 견딜수 있도록 열처리로 경도를 높여주고 재료의 내부는 고탄소강에 비해 휨에 잘 견디는
인성을 갖도록 할 수 있다.
2. 침탄법의 종류
침탄법은 침탄제의 종류에 따라 고체, 액체, 가스 침탄법으로 분류된다.
‣ 고체침탄법
고온에서 금속이나 비금속을 주강의 표면에 확산 침투시킴으로써 표면에 합금층을 생성시키는
방법이다. 침탄제는 목탄이 60-70% 탄산바륨 20-30% 탄산나트륨 10%이하 성분이 주로 사용된다.
침탄 온도는 강재를 900℃ 전후의 온도에서 장시간 처리하므로 중심부 조직이 거대화한다.
따라서 담금질을 하여 중심부 조직을 미세화하고 표면층을 경화시킨다.
침탄 부품 가운데 전면 침탄이 아니라 어느 한 부분만을 침탄 할 때도 있다. 이와 같은 경우를 국부 침탄이라 하며 침탄 방지제를 발라 침탄을 방지한다. 현재 침탄 방지로는 구리도금이 가장 많이 사용된다.
구리 도금의 두께는 20u 정도이면 충분하다. 고체침탄법의 최대 결점은 침탄 시간이 길다는 점이다.
보통 0.1mm 침탄깊이를 얻는데 1시간 정도가 필요하다.
‣ 액체침탄법
NaCN을 주성분으로 하여 중성염이나 탄산염을 첨가한 침탄제로 된 용액 속에 침탄할 재료를 담그어 침탄 시키는 방법이다. 실제로는 침탄과 질화가 동시에 이루어지기 때문에 액체침탄질화법이라 부르기도 한다. 이 방법은 얇은 침탄층을 원할 때 사용하는 것이 좋다.
‣ 가스침탄법
고체침탄법이 지닌 단점을 보완하기 위해 사용되는 것이 가스침탄법이다.
가스침탄법은 고체침탄법에 비해 열효율이 높고 공정도 간단하여 널리 사용되고 있다.
가스 침탄제로는 일산화탄소와 메탄, 에탄, 프로판, 천연가스등 탄화수소계 가스가 주로 사용된다.
가스 침탄은 고체 침탄에 비해 전반적으로 침탄 시간이 짧다.
또한 온도 가열을 고주파를 이용하면 침탄 시간을 현저하게 단축시킬 수 있다.
고주파 가열에 의해 온도가 950-1050℃ 까지 유지되고 침탄깊이를 0.8-1.0mm로 할 때, 약 30-40분간 이 온도를 지속함으로 침탄이 충분하게 이루어진다.
침탄이 이루어진 후에는 어떤 종류의 가스를 사용하든지 반드시 2차 열처리를 해주어야 한다.
그 이유는 침탄 부품이 강인 경우 고온에서 장시간 가열하면 심부 조직이 조립화(祖粒化)되기 때문에
이것을 다시 미세화하게 만들어주어야 하기 때문이다. 또한 강 조직의 변화로 인해 강이 여리게 됨을 방지하고 표면층의 경화를 높이기 위해서도 재 열처리가 필요하다. 재열처리는 약 850-900℃까지 재료의 온도를 올린 후 다시 냉각시키는 불림이나 1차 담금질을 한다. 760-780℃로 2차 담금질을 한다.
마지막으로150-170℃에서 뜨임을 한다.
3. 침탄강
침탄경화의 대상이 되는 강을 침탄강이라 부르며 보통 탄소 함유량이 0.15-0.18%인 저탄소강과 크롬이나 몰리브텐이 첨가된 합금강이 있다.침탄에 사용되는 기어의 재료는 S15C, SCM415, SCM420, SNC420, SNC815, SNCM420이다.
4. 표면 경도
침탄으로 얻을 수 있는 재료의 표면 경도는 대략 다음과 같다(이 값은 대략적인 값임).
<표1>침탄에 의한 표면 경도
재질 | SCM415 SNCM220 | SCM420SNCM420SNC815 |
표면 | HS 70 ~ 75 | HS 75 ~ 80 |
심부 | HS 65 ~ 70 | HS 70 ~ 75 |
침탄 열처리 요령서(1)
주의사항
본 침탄 열처리 요령서는 일본에서 사용된 예입니다.국내 실정과 다를 수 있으므로
이 문서는 다만 참고용으로만 사용하시기 바랍니다.
1. 적용 범위
1) 침탄 열처리를 적용하는 제품의 규격(Specification) 확인 요령
① 침탄 열처리가 요구되는 제품은 도면에 따라 정확한 규격을 확인하도록 한다.
② 침탄 유효경화층 두께와 표면의 경도를 확인한 후 요청된 기어 제품의 입고일을 확인하고
인수한다.
2) 제품 출하시 확인요령
① 기어 측면의 면취가 제대로 가공되었는 지 확인한다.
② 차량으로 제품을 이동할 때 부딪쳐서 생긴 흠이나 눌림 현상이 있는지를 확인한다.
3) 침탄 열처리 제품의 입고전 제품의 보관 방법
① 기어 제품은 옆으로 뉘여서 보관한다.
② 피니언은 세워서 보관한다.
③ 침탄을 방지할 필요가 있는 제품은 침탄 방지제가 제대로 도포 되었는지 확인한다.
④ 기어를 세워서 보관하는 경우는 제품의 직경이 250mm이고 치폭이 50mm 미만인 경우에 적용한다 (제품의 변형에 매우 조심할 것).
2. 열처리 검사
1) 시험편 재취 방법
① 열처리 시험편은 단조 제작회사에서 구한다.
② 침탄용 기어 자재는 별도로 열처리 이력(침탄을 포함한 전 열처리 사이클)을 덧붙인다.
③ 열처리 후 기계 가공은 하지 않는다.
2) 시험방법
① 위의 시험편 단면에서 일부분의 경도 분포를 깊이 0.1mm별로 채취하여 유효 침탄 길이(경화층 깊이) 가 규격 내의 값인지 확인한다.
② 이 단면을 현미경 사진으로 촬영하여 시멘타이트와 같은 유해한 조직이 많이 섞여 있는지를 확인한다.
③ 유효경화층의 한계점은 HV550으로 설정한다.
3) 합격 여부 판정
열처리 검사는 상기 시험편과 소재 본체에 대한 열처리 시험 합격 여부를 가지고 열처리 제작회사가
합격여부를 판정한다.
4) 시험편의 크기
① 열처리 시험편 직경 : 30 mm 길이 : 25 mm 열처리 시험편은 침탄품 자체의 것만을 이용한다.
5) 적용 규격
① 강의 침탄경화층 깊이 측정방법 JIS G 0557
② 비커스 경도 시험 방법 JIS G 2244
3. 침탄열처리 표준온도와 시간 관계
침탄 열처리에 대한 표준온도와 시간은 Darle W. Dudley의 책에 수록된 다음 그래프를 기준으로
이용한다.
4. 침탄 유효경화층 설정
(기어 설계 시)AGMA2001-B88에 수록된 그래프를 기준으로 한다.
[침탄 기어를 위한 유효경화층 깊이]
침탄 열처리 요령서(2)
주의사항
본 침탄 열처리 요령서는 일본에서 사용된 예입니다.국내 실정과 다를 수 있으므로
이 문서는 다만 참고용으로만 사용하시기 바랍니다.
5. 침탄제품의 현미경 조직 시험
분석사용 설비 - 회사가 보유한 설비를 이용한다.
① 표준시험편의 정의기어 본 소재와 동일한 재료를 사용한다.
② 표준시험편의 형상 (단위 : mm)
③ 부착방법
④ 합격품과 불합격품의 조직 형상 비교(침탄층)
[불합격품]
[합격품]
⑤ 현미경 조직 시험 리포트의 예
[침탄깊이에 대한 데이터]와 [심부(x400)]
6. 강의 침탄경화층 깊이 측정방법
1) 적용범위
이 규격은 강의 침탄소입에 의한 경화층 깊이를 측정하는 방법에 대한 규정이다.
2) 용어의 의미
이 규격에 사용되는 주요한 용어의 의미는 다음과 같다.
① 유효경화층 깊이
침탄 후 Quenching(담금질) 처리상태 그대로 또는 200℃를 초과하지 않는 온도로 Tempering(뜨임)한 경화층의 표면으로부터 비커스(Vickers) 경도 550(Rockwell "C" 경도 50)이 나오는 점까지의
깊이를 말한다
② 전체경화층 깊이
침탄 후 Quenching(담금질) 처리상태 그대로 또는 200℃를 초과하지 않는 온도로 Tempering(뜨임)한 경화층의 표면에서 경화층과 본래 소재의 물리적, 화학적 성질과 차이를 구분할 수 없는 점까지의 거리(여기서 말하는 물리적 성질은 경도로 화학적 성질은 마이크로 조직을 검사하여 판정한다)를 말한다.
③ 경도추이곡선(경도변화곡선)
경화층의 표면에서의 수직 거리와 그 점의 경도와의 관계를 표시하는 곡선을 말한다.
3) 측정방법의 종류
① 경도 시험에 의한 방법시험 제품의 절단면에 대해 경도시험을 실시하여 경도추이곡선을 작성하고 그 곡선에서 유효경화층 깊이나 전체겨화층 깊이를 측정하는 방법이다.
② 마이크로 조직 시험에 의한 측정방법시험품의 절단면에 저배율의 확대경으로 경화층 깊이를
측정하는 방법이다. 경화층 깊이 측정은 일반적인 경도시험에 의한 측정방법이 사용되고,
간단한 방법으로 현미경 조직검사에 의한 측정방법이 사용된다.
4) 검사 제품
검사 제품은 원칙적으로 열처리된 침탄품 그 자체를 사용한다. 특수한 경우에만 침탄된 기어 제품과 동일한 형상과 조건으로 열처리된 동일 재질의 것을 사용해도 좋다.
5) 경도 시험에 의한 측정방법
① 검사 제품을 경화면에 수직 방향으로 절단하여 그 절단 단면을 연마하여 마무리하고
그 면을 검사면 으로 정한다.
② 검사면에 비커스 경도시험을 행하여 경도변화곡선을 작성하고 그 곡선으로부터 유효 경화층 깊이와 전체 경화층 깊이를 측정한다. 이 때에 시험하중은 원칙적으로 0.3 kgf (2.9N)로 한다. 단 필요한 경우 0.1 ~ 10 kgf(0.98 ~ 98.1 N)을 사용해도 좋다.
③ 경도변화곡선은 다음과 같이 작성한다.
a) 검사면으로부터 측정하려고 하는 점까지, 수직방향으로 원하는깊이에 따라 순서대로 경도를 측정하여 경도변화곡선을 작성한다. 단 필요한 경우 표면으로부터 1.5mm 범위에 2~5개의 점을 지정하여 이 점과 수직방향으로 깊이에 따라 경도를 측정하여 경도변화곡선을 작성한다(그림 참조).
[경도 측정점의 배치]
b) 경도변화곡선에서 측정점의 간격은 원칙적으로 0.1mm 이하로 한다.
c) 경도시험방법은 JIS G 2244(비커스 경도시험방법)에 따른다.
단 서로 접하는 점에서는 그 중심 간격을 대각선 길이의 2.5배 이상으로 한다.
6) 마이크로 조직시험에 의한 측정방법
① 시험 제품을 경화면에 수직으로 절단하고 절단면을 연마하여 시험면으로 정한다. 절단이나 연마시 시험면의 조직에 영향을 주지 않도록 충분하게 주의한다.시험면의 표면조도는 1.6S로 한다.
시험면을 약 5%의 질산 알콜 용액을 사용하여 명료한 착색 상태가 되도록 적당시간 동안
부식시킨다. 이 부식면을 알콜이나 물로 세정하여 20배를 넘지 않는 배율의 확대경으로
부식에 의한 착색 상황을 조사한다.
② 전체경화층 깊이를 구하기 위해서 본 바탕과 달리 착색된 부분의 표면에서부터 깊이를 측정한다.
7) 표시
① 경화층깊이는 mm로 표시하고 소수점 이하 1정도까지 표시한다.
② 경화층깊이 표시기호는 다음 표에 따른다.
<표1>경화층 깊이 표시 기호
측정방법 경화층깊이 | 경도시험에 의한 측정방법 | 마이크로 조직 시험에 의한 측정방법 |
유효경화층 깊이 | CD - H△- E | - |
전경화층 깊이 | CD - H△- T | CD - M - T |
비고
1. △에는 시험하중을 kfg(N) 단위로 기입한다.
2. 시험하중이 0.3kgf(2.9N) 일 때는 △에 기입하지 않아도 좋다.
기입 예
1. CD - H 0.3 - T 1.1 (경도시험에 의한 측정방법으로 시험하중 0.3kgf(2.9N) 로 측정하여
전경화층깊이가 1.1mm인 경우)
2. CD - H 1 - E 2.5 (경도시험에 의한 측정방법으로 시험하중 1kgf(9.8N) 로 측정하여
전경화층깊이가 2.5mm인 경우)
3. CD - H - T 1.1 ( 1번 예와 같음)
4. CD - M - T 2.2 (마이크로 조직시험에 의한 측정방법으로 측정하여 전체경화층깊이 2.2mm의 경우)
침탄 열처리 요령서(3)
주의사항
본 침탄 열처리 요령서는 일본에서 사용된 예입니다.국내 실정과 다를 수 있으므로
이 문서는 다만 참고용으로만 사용하시기 바랍니다.
7. 비커스 경도 시험방법
1) 적용범위
이 규격은 주로 금속재료의 비커스 경도 시험방법에 대해 규정한다.
비고
1. 이 규격의 인용규격은 다음과 같다.
JIS B 7725 비커스 경도시험기
JIS B 7734 미소(微小) 경도시험기
JIS B 7735 비커스 경도 기준편
JIS z 8401 수치의 사사오입법
2. 이 규격과 같은 종류의 국제 규격은 다음과 같다.
ISO 6507-1 : 1982 Metallic materials-Hardness test-Vickers test
Part1 : HV 5 to HV 100
ISO 6507-2 : 1983 Metallic materials-Hardness test-Vickers test
Part2 : HV 0.2 to less than HV 5
ISO 65-7-3 : 1989 Metallic materials-Hardness test-Vickers test
Part3 : Less than HV 0.2
2) 용어의 정의
이 규격에 사용되는 주요한 용어의 정의는 다음과 같다.
a) 비커스(Vickers) 경도압자(壓子)로 136〫〫〫〫〫 의 정각(頂角)을 지닌 다이아몬드각추(角錐)를 이용하여
시험면을 오목하게 패이게 했을 때, 시험하중을 오목하게 패인 표면적으로 나누어 얻은 경도를 말한다. 경도는 다음 식에 따른다.
HV = 0.102 F / S = 0.102 x 2 x F x sin (e/2) / d2 = 0.1819 F / d2
여기서, HV : 비커스 경도수
F : 시험하중(N)
S : 패인표면적(mm)
d : 오목하게 패인 표면적 대각선 길이의 평균(mm)
e : 다이아몬드 각추의 정각(136〫)
비고 : 비커스 경도 표기는 영어의 대문자 표기 HV를 사용한다.
b) 경도 기호
비커스 경도를 나타내는 HV에 이어서 시험하중에 비례하는 값을 표시한 기호.
경도기호와 시험하중과의 관계는 <표1>에 따른다.
<표1>경도기호와 시험하중과의 대응표
경도기호 | 시험하중 | 경도기호 | 시험하중 |
HV 0.001 | 9.807mN | HV 0.3 | 2.942N |
HV 0.002 | 19.61mN | HV 0.5 | 4.903N |
HV 0.003 | 29.42mN | HV 1 | 9.807N |
HV 0.005 | 49.03mN | HV 2 | 19.61N |
HV 0.01 | 98.07mN | HV 5 | 49.03N |
HV 0.025 | 0.2452N | HV 10 | 98.07N |
HV 0.05 | 0.4903N | HV 20 | 196.1N |
HV 0.1 | 0.9807N | HV 30 | 294.2N |
HV 0.2 | 1.961N | HV 50 | 490.3N |
c) 표준 오목 면적 : 대각선 길이의 표준값이 결정되어져 있는 오목면적.
3) 시험기
시험기는 다음에 따른다.
a) 비커스 경도시험에 사용되는 시험기는 JIS B 7725 또는 JIS B 7734에 적합한 것이어야 한다.
비고
1. 시험기는 그 주요 부분의 분해와 재조립 또는 모양을 변경하거나 압자의 교환 등을 한 경우
다시 한 번 JIS B 7725 또는 JIS B 7734 정도에 적합한가를 확인한다.
2. 비고 1에 해당하지 않는 경우라도 사용빈도에 따라서 일정 기간마다 JIS B 7725 또는 JIS B 7734 정도에 적합한 지를 확인한다.또한 필요에 따라 시험기 종합오차의 점검을 JIS B 7735에 적합한 경도 표준편을 이용해 시행하길 바란다.
b) 시험기는 충분히 안전성이 있는 받침에 위에 놓고 압자의 부착 축을 수직으로 하여 사용한다.
4) 시험편
시험편는 다음에 따른다.
a) 시험편 평면으로 한다.
비고 : 시험편의 시험면이 곡면인 경우는 기어 제작업체와 열처리 업체 사이
(이하, 당사간이라 표현함)의 협정에 따른다.
b) 시험편은 충분한 두께가 있는 것이어야 한다. 오목하게 패일 때 그 모양으로 인해
뒷면에 변화가 있어서는 안된다.
비고
1. 시험편의 두께는 패임 대각선 길이의 1.5배 이상으로 한다. 그 관계를 그림1에 표시한다.
2. 도금층 등 시험의 두께에 관해 <비고 1>의 규정을 적용할 수 없을 때, 각 재료의 일본공업규격지정 이나 당사자 간의 협정에 따른다.
c) 시험면의 마무리는 [6) ㄱ.] 항목의 패임 측정이 행하여 질 수 있도록 한다.
d) 시험면은 경도값에 영향이 없도록 마무리에 주의한다. 또한 시험편 채취나 단면의 경도시험을 위해 절단가공을 한 경우는 가공층의 제거에 유의한다.
e) 시험면에는 기름이나 산화물 등의 이물질이 있으면 안된다.
f) 아주 작은 크기의 시험편이나 복잡한 형상을 지닌 시험편은 시험면을 마무리할 때, 시험편에 특수한 물질를 이용하거나 수지에 메꾸어 넣은 것과 방법 등을 이용하여 시험편가 잘 보존될 수 있도록 한다.
단, 이러한 방법이 시험편 경도에 영향을 미치지 않아야 한다.
비고
시험편의 단면의 벌어진 틈에 수지를 메꾸어 넣을 경우, 수지경화에 따른 발열이나 프레스 성형 시의 압력과 온도 등이 시험편 경도에 영향을 줄 수 있으므로 특별히 주의할 필요가 있다.
5) 경도시험
시험은 다음에 따른다.
a) 시험하중의 크기는 별도로 제한이 없는 한 크게 선택하는 것이 좋다.
b) 시험편 시험면은 압자 부착 축에 수직이 되도록 놓는다.
c) 경도를 측정할 오목한 면적의 중심 거리는 대각선 길이의 2.5배 이상으로 한다. 또한 오목한 면에서 시험편 가장자리까지 거리는 대각선 길이의 2.5배 이상으로 한다.
d) 시험하중은 충격을 수반하지 않으며 운동부분의 관성에 의한 오차를 무시할 수 있을 정도로 서서히 증가시켜 규정의 크기로 만든다.
비고
1. HV1 (시험하중 9.087N)을 넘는 시험에서는 경도가 대략 700HV의 재료HV30 (시험하중 294.2N)의 경도 시험을 했을 때 시험하중을 가하기 시작해서부터 끝날 때까지 소요시간이 2-10시간이 되도록 부하속도를 조정하는 것이 좋다.
2. HV1 (시험하중 9.807N)이하의 시험에서 부하속도는 그 시험기에 지정된 조건에 따른다.
e) 시험하중을 규정의 크기로 유지하는 시간은 10 ~ 15시간으로 한다.
f) 시험온도는 일반적으로 10 ~ 35℃ 범위로 하며 필요한 경우 시험온도를 기록한다.
단 온도 관리는 23±5℃로 하며 온도변화에 민감한 재료에 대해서는
그 재료의 일본공업규격 지시에 따른다.
6) 패임의 측정과 경도값 산출
패임의 측정과 경도값 산출은 다음에 따른다.
a) 패임의 방향에 따른 대각선 길이는 시험하중을 제거한 후 그 대각선 길이의 0.4%나 0.2㎛중 큰 어느 한쪽 값까지 읽는다. 단 당사자간의 협정에 따라 오차가 허용되고 있는 경우 1㎛까지 읽어도 좋다.
비고
패임 계측이 테레비 방식인 경우 패임 읽기는 최대 측정치의 0.3% 이하로 한다.
b) 패임의 대각선 길이 측정에 있어서는 기준 패임의 측정을 하여 치우침을 구하고 대각선 길이 측정치를 보정하는 것이 좋다.
c) 비커스 경도는 패임의 가로와 세로 두 방향의 대각선 길이를 측정하여 그 평균을 이용하여 산출한다. 경도는 JIS Z 8401에 따라 유효숫자 3자리로 사사오입한다.
7) 경도 표시
비커스 경도는 경도값과 경도 번호 순서로 표시한다.
예) 700HV0.1 : 경도값 700 시험하중 0.9807 N
300HV30 : 경도값 300 시험하중 294.2N
(참고) 곡면에 있어서 경도시험
이 참고는 본체 규정과 관련된 사항을 보충설명하는 것으로 규정의 일부는 아니다.
곡면에서 경도를 측정할 경우 외관 경도 측정치에 대해 참고표
1 ~ 6 (ISO 6507-1에 따름)의 보정계수를 곱한 값을 경도 측정치로 한다.
<참고표1>볼록구면에 대한 보정계수
d / D | 보정계수 | d / D | 보정계수 |
0.004 | 0.995 | 0.086 | 0.920 |
0.009 | 0.990 | 0.093 | 0.915 |
0.013 | 0.985 | 0.100 | 0.910 |
0.018 | 0.980 | 0.107 | 0.905 |
0.023 | 0.975 | 0.114 | 0.900 |
0.028 | 0.970 | 0.122 | 0.895 |
0.033 | 0.965 | 0.130 | 0.890 |
0.038 | 0.960 | 0.139 | 0.885 |
0.043 | 0.955 | 0.147 | 0.880 |
0.049 | 0.950 | 0.156 | 0.875 |
0.055 | 0.945 | 0.165 | 0.870 |
0.061 | 0.940 | 0.175 | 0.865 |
0.067 | 0.935 | 0.185 | 0.860 |
0.073 | 0.930 | 0.195 | 0.855 |
0.079 | 0.925 | 0.206 | 0.850 |
<참고표2>오목구면에 대한 보정계수
d / D | 보정계수 | d / D | 보정계수 |
0.004 | 1.005 | 0.057 | 1.080 |
0.008 | 1.010 | 0.060 | 1.085 |
0.012 | 1.015 | 0.063 | 1.090 |
0.016 | 1.020 | 0.066 | 1.095 |
0.020 | 1.025 | 0.069 | 1.100 |
0.024 | 1.030 | 0.071 | 1.105 |
0.028 | 1.035 | 0.074 | 1.110 |
0.031 | 1.040 | 0.077 | 1.115 |
0.035 | 1.045 | 0.079 | 1.120 |
0.038 | 1.050 | 0.082 | 1.125 |
0.041 | 1.055 | 0.084 | 1.130 |
0.045 | 1.060 | 0.087 | 1.135 |
0.048 | 1.065 | 0.089 | 1.140 |
0.051 | 1.070 | 0.091 | 1.145 |
0.054 | 1.075 | 0.094 | 1.150 |
출처: 나사테크
| 경도 비교표 (0) | 2017.07.17 |
|---|---|
| 단위 환산표 (0) | 2017.07.17 |
| 동합금, 알루미늄 성분표 (0) | 2017.07.17 |
| 특수 금속 이름들... (0) | 2017.07.17 |
| 계약 전력별 전선 굵기표 (0) | 2017.07.16 |
동 합금, 알루미늄 성분표



동 및 동합금 봉의 화학성분표
| 품명 | 종별 | 화학성분(%) | 관련규격 | |||||||||||
| Cu | Zn | Pb | Fe | P | Sn | Mn | Al | KS | JIS | ASTM | BS | DIN | ||
| 타프피치동 | 1 | 99.9 이상 | D5101 C1100 | H3250 C1100 | B187 C11000 | 2874 C101 C102 | 1787 ECu58 ECu57 | |||||||
| 인탈산동 | 1A | 99.9 이상 | 0.004 - 0.015 | D5101 C1201 | H3250 C1201 | B152 C12000 | 2874 C106 | 1787 SW-Cu | ||||||
| 1B | 99.9 이상 | 0.015 - 0.040 | C1220 | C1220 | C12200 | C106 | SF-Cu | |||||||
| 황동 | 1 | 68.5 - 71.5 | 나머지 | 0.05이하 | 0.05이하 | D5101 C2600 C2700 C2800 | H3250 C2600 C2700 C2801 | B36 C26000 | 2874 CZ106 CZ109 | 17660 CuZn30 CuZn40 | ||||
| 2 | 63.0 - 67.0 | 나머지 | 0.05이하 | 0.05이하 | ||||||||||
| 3 | 59.0 - 62.0 | 나머지 | 0.10이하 | 0.07이하 | ||||||||||
| 쾌삭 황동 | 1종보통급 | 59.0 - 63.0 | 나머지 | 1.8 - 3.7 | 0.5 이하 | Sn+Fe 1.2이하 | D5101 C3602 C3601 | H3250 C3602 C3601 | B16 C36000 C36000 | 2874 CZ124 | 17660 CuZn36 Pb1.5 | |||
| CZ124 | CuZn36 Pb1.5 | |||||||||||||
| 1종특수급 | 59.0 - 63.0 | 나머지 | 1.8 - 3.7 | 0.3 이하 | Sn+Fe 0.5이하 | C36000 | ||||||||
| 2종보통급 | 57.0 - 61.0 | 나머지 | 1.8 - 3.7 | 0.5 이하 | Sn+Fe 1.2이하 | D5101 C3604 C3603 | H3250 C3604 C3603 | B16 | 2874 CZ121 CZ121 | 17660 CuZn39 Pb2 CuZn39 Pb2 | ||||
| 2종특수급 | 57.0 - 61.0 | 나머지 | 1.8 - 3.7 | 0.35이하 | Sn+Fe 0.6이하 | C36000 | ||||||||
| 초쾌삭 | 56.0 - 60.0 | 나머지 | 3.5 - 4.5 | 0.50이하 | Sn+Fe 1.2이하 | C3605 | C3605 | C36000 | CZ121 | CuZn37 Pb2 | ||||
| 단조용 황동 | 1 | 58.0 - 62.0 | 나머지 | 0.25 - 1.2 | Sn+Fe 0.8이하 | D5101 C3712 C3771 | H3250 C3712 C3771 | B124 | 2874 CZ123 | 17660 CuZn39 Pb0.5 CuZn40 Pb2 | ||||
| 2 | 57.0 - 61.0 | 나머지 | 1.0 - 2.5 | Sn+Fe 1.0이하 | C37700 | CZ122 | ||||||||
| 네이벌 황동 | 1 | 61.0 - 64.0 | 나머지 | 0.3 이하 | 0.20 이하 | 0.7 - 1.5 | D5101 C4622 | H3250 C4622 | B21 C46200 | 2874 CZ122 | 17660 CuZn39Sn | |||
| 2 | 59.0 - 62.0 | 나머지 | 0.5 이하 | 0.30 이하 | 0.5 - 1.0 | C4641 | C4641 | C46400 | CuZn39Sn | |||||
| 고강도 황동 | 2 | 56.0 - 60.5 | 나머지 | 0.50 이하 | 0.10 - 1.0 | 0.50 - 2.5 | 0.20-2.0 | D5101 C6782 | H3250 C6782 | 2874 CZ114 CZ114 | ||||
| 3 | 55.0 - 59.0 | 나머지 | 0.50 이하 | 0.20 - 1.5 | 1.0 - 3.0 | 0.20-2.0 | C6783 | C6783 | ||||||
| 동 및 동합금 봉의 기계적 성질 |
| 품명 | 종별 | 기호 | 질별 | 인장시험 | 경도시험 | |||
| 신기호 | 구기호 | 두께(mm) | 인장강도 kgf/mm^2 | 연신율(%) | 비커스 Hv | |||
| 타프피치동 | 1 | C1100B E C1100B D | TCuBE1 TCuBD1 | F O 1 / 2H H | 6이상 6 - 75 6 - 25 25 - 50 50 - 75 6 - 25 25 - 50 | 20이상 20이상 25이상 23이상 22이상 28이상 25이상 | 25이상 30이상 15이상 20이상 25이상 | |
| 인탈산동 | 1A | C1201B E C1201B D | DCuBE1A DCuBD1A | F O 1 / 2H H | 6이상 6 - 75 6 - 25 25 - 50 50 - 50 6 - 25 25 - 50 | 20이상 20이상 25이상 23이상 22이상 28이상 25이상 | 25이상 30이상 15이상 20이상 25이상 | |
| 1B | C1220B E C1220B D | DCuBE2B DCuBD2B | ||||||
| 황동 | 1 | C2600B E C2600B D | BsBE1 BsBD1 | F O 1 / 2H H | 6이상 6 - 75 6 - 50 6 - 20 | 28이상 28이상 36이상 42이상 | 35이상 45이상 20이상 | |
| 2 | C2700B E C2700B D | BsBE2 BsBD2 | F O 1 / 2H H | 6이상 6 - 75 6 - 50 6 - 20 | 30이상 30이상 36이상 42이상 | 30이상 40이상 20이상 | ||
| 3 | C2800B E C2800B D | BsBE3 BsBD3 | F O 1 / 2H H | 6이상 6 - 75 6 - 50 6 - 20 | 32이상 32이상 38이상 46이상 | 25이상 35이상 15이상 | ||
| 쾌삭 황동 | 1종 보통급 | C3602B E C3602B D | MBsBE1 MBsBD1 | F | 6 - 75 | 32이상 | 75이상 | |
| 1종 특수급 | C3601B E C3601B D | mMBsBE1S MBsBD1S | F O 1 / 2H H | 6이상 6 - 75 6 - 50 6 - 20 | 30이상 30이상 35이상 46이상 | 15이상 25이상 | 95이상 130이상 | |
| 2종 보통급 | C3604B E C3604B D | MBsBE2 MBsBD2 | F | 6 - 75 | 34이상 | 80이상 | ||
| 2종 특수급 | C3603B E C3603B D | MBsBE2S MBsBD2S | F O 1 /2H H | 6이상 6 - 75 6 - 50 6 - 20 | 32이상 32이상 37이상 46이상 | 10이상 20이상 | 100이상 130이상 | |
| 초쾌삭 | C3605B E C3605B D | F | 6 - 75 | 34이상 | 80이상 | |||
| 단조용 황동 | 1 | C3712B E C3712B D | FBsBE1 FBsBD1 | F | 6이상 | 32이상 | 15이상 | |
| 2 | C3771B E C3771B D | FBsBE2 FBsBD2 | F | 6이상 | 32이상 | 15이상 | ||
| 네이벌 황동 | 1 | C4622B E | NBsBE1 | F | 6 - 50 | 35이상 | 20이상 | |
| C4622B D | NBsBD1 | F | 6 - 50 | 37이상 | 20이상 | |||
| 2 | C4641B E | NBsBE2 | F | 6 - 50 | 35이상 | 20이상 | ||
| C4641B D | NBsBD2 | F | 6 - 50 | 38이상 | 20이상 | |||
| 고강도 황동 | 2 | C6782B E | HBsBD2 | F | 6 - 50 | 47이상 | 20이상 | |
| C6782B D | HBsBD2 | F | 6 - 50 | 50이상 | 15이상 | |||
| 3 | C6783B E | HBsBE3 | F | 6 - 50 | 52이상 | 15이상 | ||
| C6783B D | HBsBD3 | F | 6 - 50 | 55이상 | 12이상 | |||
| 동 및 동합금 판, 조의 화학 성분표 |
| 품명 | 종별 | 화학성분(%) | 관련규격 | |||||||||||
| Cu | Zn | Pb | Fe | P | Ni | Mn | 기타 | KS | JIS | ASTM | BS | DIN | ||
| 타프피치동 | 1 | 99.9 이상 | D5201 C1100 | H3100 C1100 | B152 C11000 | 2870,2875 C101 C102 | 1787 ECu58 ECu57 | |||||||
| 인탈 산동 | 1A | 99.9 이상 | 0.004 - 0.015 | D5201 C1201 C1220 | H3100 C1201 C1220 | B152 C12000 C12200 | 2870,2875 C106 C106 | 1787 SW-Cu SF-Cu | ||||||
| 1B | 99.9 이상 | 0.015 - 0.040 | ||||||||||||
| 2 | 99.75 이상 | 0.004 - 0.040 | C1221 | C1221 | ||||||||||
| 뇌관 용동 | 89 - 99 | 나머지 | 0.05 이하 | 0.05이하 | D5201 C2051 | H3100 C2051 | ||||||||
| 단동 | 1 | 94.0 - 96.0 | 나머지 | 0.05 이하 | 0.05이하 | D5201 C2100 C2200 C2300 | H3100 C2100 C2200 C2300 | B36 C21000 C22000 C23000 | 28,702,875 CZ101 | 17660 CuZn5 CuZn10 CuZn15 | ||||
| 2 | 89.0 - 91.0 | 나머지 | 0.05 이하 | 0.05이하 | CZ102 | |||||||||
| 3 | 84.0 - 86.0 | 나머지 | 0.05 이하 | 0.05이하 | C2400 | C2400 | C24000 | CuZn20 | ||||||
| 4 | 78.5 - 81.5 | 나머지 | 0.05 이하 | 0.05이하 | CZ103 | |||||||||
| 황동 | 1 | 68.5 - 71.5 | 나머지 | 0.07 이하 | 0.05이하 | D5201 C2600 C2680 | H3100 C2600 C2680 | B36 C26000 C26800 | 2870,2875 CZ107 CZ107 | 17660 CuZn30 CuZn36 | ||||
| 2A | 64.0 - 68.0 | 나머지 | 0.07 이하 | 0.05이하 | C2720 | C2720 | C27200 | CZ108 | CuZn33 | |||||
| 2B | 62.0 - 64.0 | 나머지 | 0.07 이하 | 0.07이하 | ||||||||||
| 3 | 59.0 - 62.0 | 나머지 | 0.10 이하 | 0.07이하 | C2801 | C2801 | ||||||||
| 연입 황동 | 12 | 58.0 - 62.0 | 나머지 | 0.6 - 1.2 | 0.1이하 | D5201 C3710 | H3100 C3710 | |||||||
| 백동 | 1 | 나머지 | 0.5이하 | 0.05 이하 | 1.0 - 1.8 | 9.0 - 11.0 | 0.2 - 1.0 | Cu + Ni + Fe + Mn = 99.5이상 | D5201 C7060 | H3100 C7060 | B171 C70600 | 2870 CN102 | 17664 CuNi10 | |
| 3 | 나머지 | 0.5이하 | 0.05 이하 | 0.4 - 0.7 | 29.0 - 33.0 | 0.2 - 1.0 | Cu + Ni + Fe + Mn = 99.5이상 | C7150 | C7150 | C71500 | CN106 | CuNi30 | ||
| 동 및 동합금 판, 조의 기계적 성질 |
| 품명 | 종별 | 기호 | 질별 | 인장시험 | 굽힘시험 | 경도시험 | |||||
| 신기호 | 구기호 | 두께(mm) | 인장강도 kgf/mm^2 | 연신율(%) | 두께(mm) | 굽힘 각도 | 안쪽반지름 | Hv | |||
| 타프피치동 | 1 | C1100P C1100R | TCuS1 TCuT1 | O 0 1/4H 0 1/2H H | 0.5 - 30 0.5 - 30 0.5 - 20 0.5 - 10 | 20이상 22 - 28 25 - 32 28이상 | 35이상 25이상 15이상 | 2이하 2이하 2이하 2이하 | 180도 180도 180도 180도 | 밀착 0.2*두께 1.0*두께 1.5*두께 | 55 -100 75 - 120 80이상 |
| 인탈산동 | 1A | C1201P C1201R | DCuS1A DCuT1A | O 0 1/4H 0 1/2H H | 0.3 - 30 0.3 - 30 0.3 - 20 0.3 - 10 | 20이상 22 - 28 25 - 32 28이상 | 35이상 25이상 15이상 | 2이하 2이하 2이하 2이하 | 180도 180도 180도 180도 | 밀착 0.2*두께 1.0*두께 1.5*두께 | 55 - 100 75 - 120 80이상 |
| 1B | C1220P C1220R | DCuS1B DCuT1B | |||||||||
| 1 | C1221P C1221R | DCuS2 DCuT2 | |||||||||
| 뇌관용동 | C2051R | CuRD | F | 0.2 - 0.35 0.35 - 0.6 | 22 - 26 22 - 26 | 38이상 43이상 | |||||
| 단동 | 1 | C2100P C2100R | RBsS1 RBsT1 | O 0 1/4H 0 1/2H H | 0.3 - 30 0.3 - 30 0.3 - 20 0.3 - 10 | 21이상 23 - 31 27 - 35 31이상 | 33이상 23이상 18이상 | 2이하 2이하 2이하 2이하 | 180도 180도 180도 180도 | 밀착 0.2*두께 1.0*두께 1.5*두께 | |
| 2 | C2200P C2200R | RBsS2 RBsT2 | O 0 1/4H 0 1/2H H | 0.3 - 30 0.3 - 30 0.3 - 20 0.3 - 10 | 23이상 26 - 34 29 - 37 34이상 | 35이상 25이상 20이상 | 2이하 2이하 2이하 2이하 | 180도 180도 180도 180도 | 밀착 0.2*두께 1.0*두께 1.5*두께 | ||
| 3 | C2300P C2300R | RBsS3 RBsT3 | O 0 1/4H 0 1/2H H | 0.3 - 30 0.3 - 30 0.3 - 20 0.3 - 10 | 25이상 28 - 36 31 - 39 36이상 | 40이상 28이상 23이상 | 2이하 2이하 2이하 2이하 | 180도 180도 180도 180도 | 밀착 0.2*두께 1.0*두께 1.5*두께 | ||
| 4 | C2400P C2400R | RBsS4 RBsT4 | O 0 1/4H 0 1/2H H | 0.3 - 30 0.3 - 30 0.3 - 20 0.3 - 10 | 26이상 30 - 38 33 - 41 38이상 | 44이상 30이상 25이상 | 2이하 2이하 2이하 2이하 | 180도 180도 180도 180도 | 밀착 0.2*두께 1.0*두께 1.5*두께 | ||
| 황동 | 1 | C2600P C2600R | BsS1 BsT1 | O 0 1/4H 0 1/2H H EH | 0.3 - 1 1 - 30 0.3 - 30 0.3 - 20 0.3 - 10 0.3 - 10 | 28이상 28이상 33 -42 36 - 45 42 - 55 53이상 | 40이상 50이상 35이상 28이상 | 2이하 2이하 2이하 2이하 | 180도 180도 180도 180도 | 밀착 0.2*두께 1.0*두께 1.5*두께 | 75 -125 85 - 145 105 - 175 145이상 |
| 2A | C2680P C2680R | BsS2A BsT2A | |||||||||
| 2B | C2720P C2720R | BsS2B BsT2B | O 0 1/4H 0 1/2H H | 0.3 - 1 1 - 30 0.3 - 30 0.3 - 20 0.3 - 10 | 28이상 28이상 33 -42 36 - 45 42이상 | 40이상 50이상 35이상 28이상 | 2이하 2이하 2이하 2이하 | 180도 180도 180도 90도 | 밀착 0.2*두께 1.0*두께 1.5*두께 | 75 - 125 85 - 145 105이상 | |
| 3 | C2801P C2801R | BsS3 BsT3 | O 0 1/4H 0 1/2H H | 0.3 - 1 1 - 30 0.3 - 30 0.3 - 20 0.3 - 10 | 33이상 33이상 36 - 45 42 - 50 48이상 | 35이상 40이상 25이상 15이상 | 2이하 2이하 2이하 2이하 | 180도 180도 180도 180도 | 1.0*두께 0.5*두께 1.0*두께 1.5*두께 | 85 - 145 105 - 160 130이상 | |
| 백동 | 1 | C7060P | CNP1 | F | 0.5 - 50 | 28이상 | 30이상 | ||||
| 3 | C7150P | CNP3 | F | 0.5 - 50 | 35이상 | 35이상 | |||||
| 연입황동 | 12 | C3710P C3710R | PbBsS12 PbBsT12 | 0 1/4H 0 1/2H H | 0.3 - 10 0.3 - 10 0.3 - 10 | 38 - 47 43 - 52 48이상 | 20이상 13이상 | ||||
| 알루미늄 |
| 재질 | 주요성분(%) | 합금특성 | 대표적용도 |
| 1050 1070 1100 | 순도 99.5 이상 순도 99.0 이상 | 강도는 낮지만 열, 전기전도성 높음 성형성,용접성,내식성양호 | 반사판, 조명기구, 장식품, 화학공업용 Tank 도전재 전선 도전체 등 |
| 2011 | Cu(5.0~6.0) | 표면처리성과 절삭성이 우수하다 | 절삭부품 |
| 2014 | Cu(3.9~5.0),Si(0.5~1.2) Mn(0.4~1.2) | 내식성은 떨어지나, 강도가 매우 높고, 열간 가공성도 좋음 | 항공기용재, 수송기구 각종구조재용 등 |
| 2017 | Cu(3.5~4.5) Mn(0.4~1.0) | 강도가 높고, 절삭가공성 양호 내식성 용접성은 약간 떨어짐 | 광학기계부품, 기계나사제품 각종구조재 부품 등 |
| 2024 | Cu(3.8~4.9),Mn(0.4~1.0) Mg(1.2~1.8) | 2017보다 강도가 높고 절삭성양호 가공경화후 인공시 효성큼 응력,부식성도 양호 | 항공기외판, 구조재부품 단조재 등 |
| 3003 | Mn(1.0~1.5) | 강도는 1100보다 약간 크고, 용접성 내식성도 1100과 같은 정도 | 일반용기물,건축용재 차량용재,선박용재 각종용재 등 |
| 5052 | Mg(2.2~2.8) Cr(0.15~0.35) | 내식성 특히 내해수성이 우수하고 성형성, 용접성 양호 | 선박용 구조 부품재, 연료 Tank, 가정용기구 등 |
| 5056 | Cu(0.05~0.2),Mg(4.5~5.6) | 내식성과 용접성 우수하다 | 통신기기, 카메라경통 |
| 5082 | Mg(4.0~5.0),Zn(0.25) Si(0.2),Cr(0.15) | 5083에 가까운 강도를 가지며 성형 가공성, 내식성이 좋음 | Can |
| 5154 | Mg(3.1~3.9) Cr(0.15~0.25) | 5052와 5083의 중정도의 강도를 가지며 성형성,내식성,용접성 양호 | 선박용재, 차량용재, 압력용기 용접구조용재 등 |
| 5083 | Mg(4.0~4.9) Mn(0.4~1.0) Cr(0.05~0.25) | 비열처리용 합금중 최고의 강도를 가지나, 성형성은 약간 떨어짐 내식성,용접성 양호 | 선박용재, 차량용재, 압력용기 용접구조용재 등 |
| 5N01 | Mg(0.2~0.6) | 화학 또는 전해연마하여 양극산화 처리후 극히 광택성이 좋고, 성형성, 내식성, 용접성 양호 | 고급기물, 장식품, 반사판 등 |
| 6005 | Si(0.6~0.9),Mg(0.4~0.6) | 표면처리성과 용접성 브레이징성이 우수하다. | 자동차부품, 기계부품 |
| 6061 | Mg(0.8~1.2),Si(0.4~0.8) Cu(0.15~0.4) Cr(0.04~0.35) | 내식성, 용접성이 좋고 중간정도의 강도로 냉각 가공성은 열처리합금으로 서로양호 | 차량, 선박 등 수송구조재, 광학기기 등 |
| 6063 | Mg(0.45~0.9) Si(0.2~0.6) | 양극산화 대막은 현저하게 양호 압축가공성 우수 | 압출형재료 건축용 Sash, Door나 기타 내외장재 등 |
| 6082 | Si(0.7~1.3),Mg(0.6~1.2) | 내식성이 우수하고 다른 특성들도 양호하다 | 자동차부품, 기계부품 |
| 7075 | Zn(5.1~6.1) Mg(2.1~2.9),Cu(1.2~2.0) Cr(0.18~0.28) | 2024보다 매우 높은 강도를 가지며 현재AI합금중 최고의 강도유지 | 항공기용재, Sports용구 등 |
| 7003 | Zn(5.0~6.5),Mg(0.5~1.0) Si(0.3) | 용접구조용 압출합금 | 차량, 오토바이-림 등 |
| 7N01 | Mg(1.0~2.0),Zn(4.5~5.0) | 용접성이 우수하다 | 차량구조재, 용접구조재 |
| V1, V2, 7X1X, 7X5X | Sc첨가 합금으로 기계적성질이 우수하고 용접성이 우수 | 항공기, 방산, 레져(Pipe) (야구배트, 자전거프레임) | |
Je Me Souviens(기억 할게요)- Lara Fabien
출처: 사진을 찍고... 글쓴이 : 소리산| 원글보기![]()
| 단위 환산표 (0) | 2017.07.17 |
|---|---|
| 열처리 방법 (0) | 2017.07.17 |
| 특수 금속 이름들... (0) | 2017.07.17 |
| 계약 전력별 전선 굵기표 (0) | 2017.07.16 |
| 전기 에너지를 열에너지로 환산한 공식 (0) | 2017.07.16 |
AWG (American Wire Gauge) and B&S (Brown & Sharpe) specifications will be used.
Metric measurements will be used to specify wire sizes in millimeters.
품목 이름 (세계 각국의 제조사가 자사 이름을 따서 붙이거나 나름의 명칭을 붙입)
| 열처리 방법 (0) | 2017.07.17 |
|---|---|
| 동합금, 알루미늄 성분표 (0) | 2017.07.17 |
| 계약 전력별 전선 굵기표 (0) | 2017.07.16 |
| 전기 에너지를 열에너지로 환산한 공식 (0) | 2017.07.16 |
| 열선 계산 방법 (1) | 2017.07.13 |


























